一种用于双面研磨工艺的工件自转速度的检测方法
本发明涉及双面研磨领域,特别是涉及一种用于双面研磨工艺的工件自转速度的检测方法。
背景技术:
1、双面研磨机是加工薄壁平面件最有效的装置之一,具有加工效率高和加工变形小两大显著优势。
2、双面研磨工艺主要用于加工两面平行的晶体或其它机械零件,可满足较高的平面度、平行度要求。双面研磨工艺中,工件在与研磨盘表面的相互作用下实现材料去除。在双面研磨工艺中,工件在上研磨盘、下研磨盘与行星轮的摩擦作用下发生无规则自转。根据preston方程,局部材料去除速率与线性速度成正比关系,因此,在同一工件表面上,各区域的表面线性速度不一致,直接影响各区域的材料去除率,各区域材料去除率不均匀就会影响到工件表面的平面度、平行度等工艺指标。由此可见,工件无规则自转是影响加工效果的的重要因素之一。而加工过程中,工件处于上研磨盘与下研磨盘之间,无法直接观测到工件,无法得到无规则运动的角速度。无法建立工件转速与工艺指标之间的联系。目前转速检测方法主要针对磁电式或磁敏式,被测物体必须具备电磁特性,对物体的材料有一定的要求。同时,现存测量方法主要针对单面研磨工艺,对于双面研磨工艺而言,该测量方法不适用。
3、中国专利cn 114994354 a公开了一种金属工件转速检测装置及其检测方法,基于感应电流计算转换获得金属工件的实时转速。该方法可以实现实时测量旋转金属物体的转速,对于实时转速需求场景具有重要作用,但是该方法测量对象局限于金属物体,且测量装置较为复杂,并且由于被测物体需要接入电路,该方法不适用于双面研磨机,适用对象有限。
4、中国专利cn 216216387 u公开了一种基于霍尔感应的电容电机转速控制系统,该系统可以实时检测霍尔元件的转轴转速,从而进行精确调整。但该方法只针对有特殊性质的霍尔元件,同时要求原件的转轴固定,双面研磨机中薄壁平面件无固定转轴,因此该方法不适用于双面研磨机中薄壁平面件的转速测量。
5、中国专利cn 215665376 u公开了一种接触式转速传感器测量装置,该装置将旋转物体的转速转换为电量输出,通过磁敏电阻作为检测元件,可以间接计算工件的转速,具有精确测量的优点,但该测量方法是一种接触式的测量,需要将传感器与工件连接,且被测物体上需安装带有凸起(或凹陷)的磁性或导磁材料,不便于操作在双面研磨机中,操作流程较为繁琐。
技术实现思路
1、为解决现有技术存在的问题,本发明提出一种操作简便、不干涉实际加工的用于双面研磨工艺的工件自转速度的检测方法。
2、为了实现上述目的,本发明的技术方案如下:一种用于双面研磨工艺的工件自转速度的检测方法,包括以下步骤:
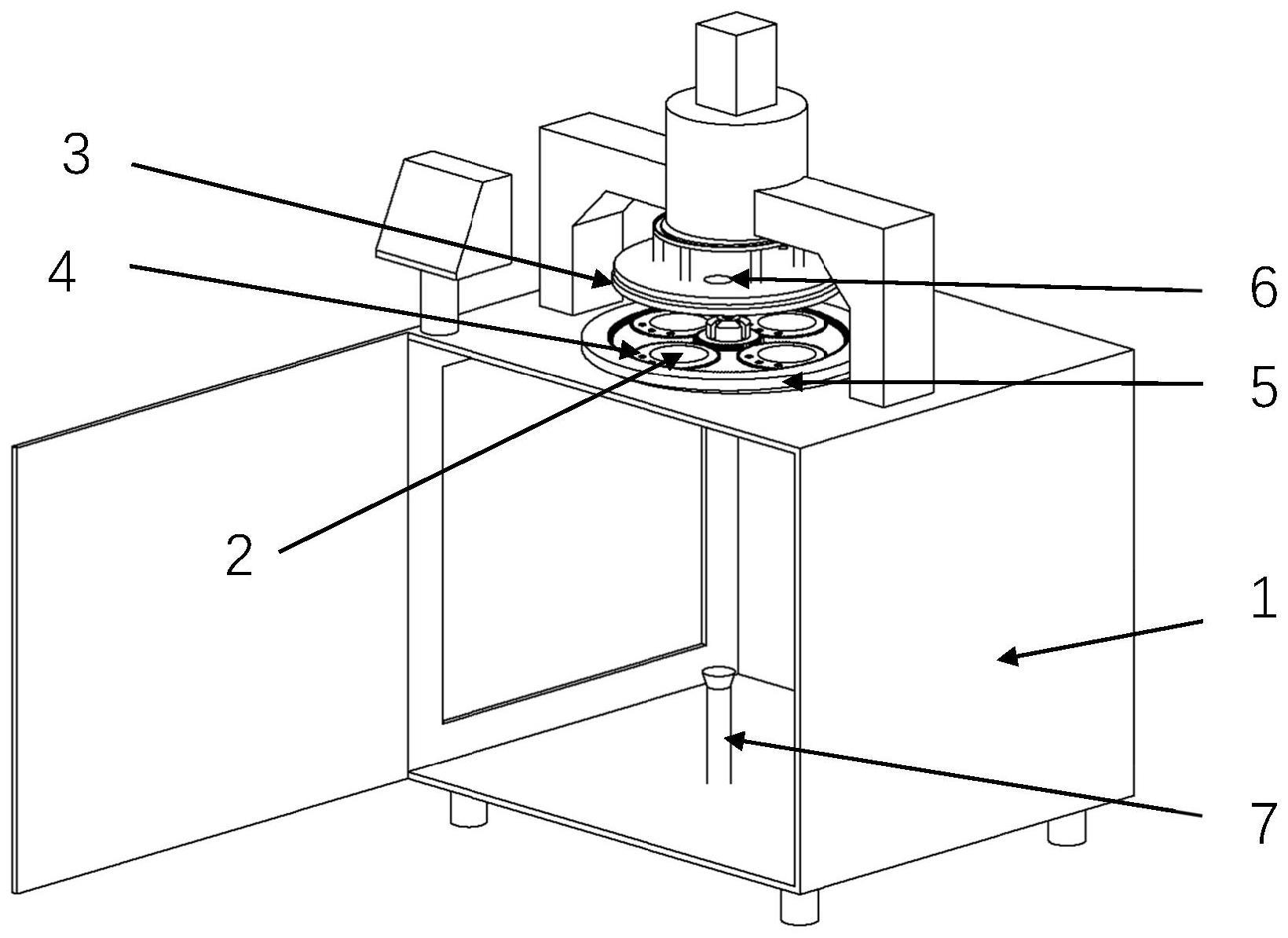
3、a、在下磨盘下的机床主体底部安装x射线发射器,研磨盘上侧安装x射线接收器;
4、所述机床主体至少包括床身、操作面板、上研磨盘、行星轮和下研磨盘;
5、b、选择特征点
6、如果工件是类圆形工件,则转步骤b1,如果工件是圆形工件,则转步骤b2;
7、b1、对于类圆形工件,选取工件的直边端点作为特征点;转步骤c;
8、b2、对于圆形工件,在工件外圈粘接牺牲环,并在牺牲环上裁去一个缺角,选择缺角作为特征点。
9、c、设置固定的采样间隔t;在初始时刻,x射线发射器发射一次x射线,x射线接收器记录一次特征点的角度;之后,每隔一个采样间隔t,x射线发射器发射一次x射线,x射线接收器记录一次特征点的角度;并将测得的角度传输至处理器进行速度计算,计算公式如下:
10、设第i个采样间隔的角度为第i-1个采样间隔的角度为则第i个采样间隔的角位移为该采样间隔内的平均角速度为
11、进一步地,所述采样间隔t为0.1-0.5s。
12、进一步地,所述x射线发射器与x射线接收器对齐,即中心线位于同一条垂直线上。
13、进一步地,所述机床主体外侧安装保护帘,保护帘为四块,安装在机床主体后方的两块固定,位于操作侧的两块具有移动功能。更换工件时,打开操作侧的两块保护帘,漏出研磨区域。研磨时,关闭操作侧的两块保护帘。
14、与现有技术相比,本发明具有以下有益效果:
15、1、由于本发明采用了x射线发射器与x射线接收器测量数据,与传统的的金属工件测速法相比,本发明对工件的材质没有有特定要求,同时不需要将被测工件接入电路,具有操作简便的优点。
16、2、由于本发明提供在圆形工件加装的牺牲环上标记的方法,与现有的在工件上添加凸起(或凹陷)的磁性材料的标记方法相比,在不干涉加工的同时保证了工件的完整性。
17、3、由于本发明添加了保护帘,可以有效隔离x光对人体的辐射,最大程度上保证操作者的安全。
技术特征:
1.一种用于双面研磨工艺的工件自转速度的检测方法,其特征在于:包括以下步骤:
2.根据权利要求1所述一种用于双面研磨工艺的工件自转速度的检测方法,其特征在于:所述采样间隔t为0.1-0.5s。
3.根据权利要求1所述一种用于双面研磨工艺的工件自转速度的检测方法,其特征在于:所述x射线发射器(7)与x射线接收器(6)对齐,即中心线位于同一条垂直线上。
4.根据权利要求1所述一种用于双面研磨工艺的工件自转速度的检测方法,其特征在于:所述机床主体外侧安装保护帘(8),保护帘(8)为四块,安装在机床主体后方的两块固定,位于操作侧的两块具有移动功能;更换工件(2)时,打开操作侧的两块保护帘(8),漏出研磨区域;研磨时,关闭操作侧的两块保护帘(8)。
技术总结
本发明公开了一种用于双面研磨工艺的工件自转速度的检测方法,包括以下步骤:安装X射线发射器和X射线接收器;选择特征点;进行速度计算。由于本发明采用了X射线发射器与X射线接收器测量数据,与传统的的金属工件测速法相比,该方法对工件的材质没有有特定要求,同时不需要将被测工件接入电路,具有操作简便的优点。由于本发明提供在圆形工件加装的牺牲环上标记的方法,与现有的在工件上添加凸起(或凹陷)的磁性材料的标记方法相比,在不干涉加工的同时保证了工件的完整性。由于本发明添加了保护帘,可以有效隔离X光对人体的辐射,最大程度上保证操作者的安全。
技术研发人员:夏常清,王玉瑶,李昊坦,刘芳孜,郭江,连佳乐,高菲
受保护的技术使用者:大连理工大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!