线型肋骨弯曲度检测方法与流程
本申请涉及船舶建造的领域,尤其是涉及线型肋骨弯曲度检测方法。
背景技术:
1、船舶建造过程,艏部及艉部机舱分段外板内部都会安装很多线型肋骨结构,这些线型肋骨在制作过程都会发生不同程度的变形,发生变形的线型肋骨在安装到外板阶段,就会造成外板整体线型发生变化。一般情况下,在线型肋骨制作过程,需要用二维测量方法来检测其线型偏差,并不断矫正线型,最终线型肋骨完工后才能满足标准。
2、针对上述中的相关技术,发明人认为现有的二维检测方法偏差较大,无法满足制作要求。
技术实现思路
1、为了在线型肋骨制作过程中,提高对线性肋骨的线性偏差进行检测的精确度,本申请提供线型肋骨弯曲度检测方法。
2、本申请提供的线型肋骨弯曲度检测方法,采用如下的技术方案:
3、线型肋骨弯曲度检测方法,包括有如下步骤:
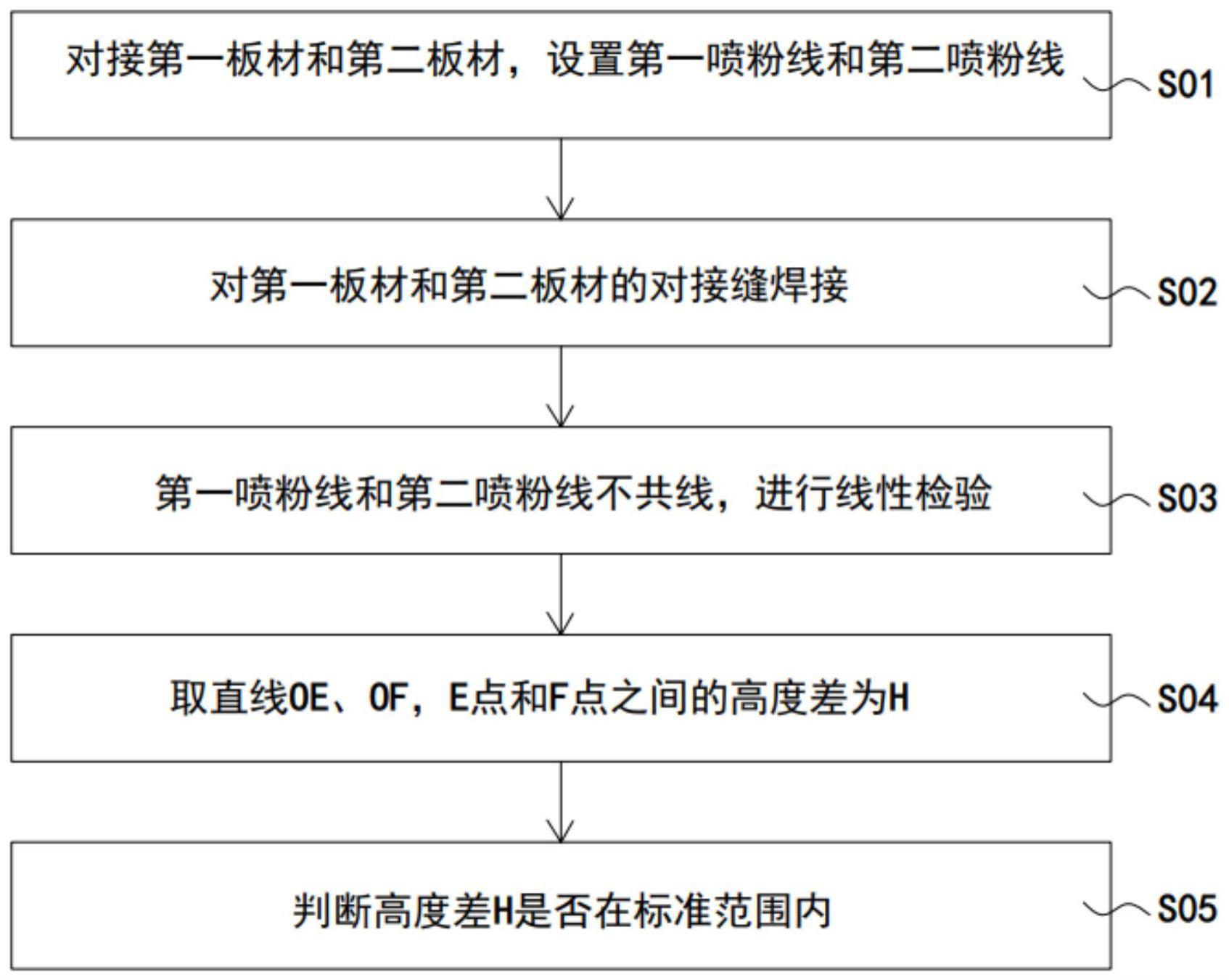
4、s01:提供第一板材和第二板材,所述第一板材和所述第二板材相对的一侧对接形成对接缝,所述第一板材上设置有第一喷粉线,所述第二板材上设置有第二喷粉线,所述第一喷粉线和所述第二喷粉线共线;
5、s02:对所述第一板材和所述第二板材之间的对接缝进行焊接;
6、s03:所述第一板材和所述第二板材在焊接变形的影响下,所述第一板材和所述第二板材的第一喷粉线和所述第二喷粉线不共线,焊接完成之后进行线性检验;
7、s04:自所述第一板材背离所述第二板材的一边取一点为o点,所述第一板材和所述第二板材之间的最大弯曲度的点为l点,自o点到l点之间连线与所述第二板材背离所述第一板材的一边的竖向投影相交的交点为e点,第二喷粉线与所述第二板材背离所述第一板材的一边交点为f点,所述e点与所述f点之间的高度差为h,所述高度差h为实际线型肋骨弯曲度;
8、s05:判断所述高度差h是否在标准范围内。
9、可选的,在s01中,所述第一喷粉线的两端分别与所述第一板材靠近所述第二板材的一边和第一板材背离第二板材的一边相交,所述第二喷粉线的两端分别与所述第二板材靠近所述第一板材的一边和所述第二板材背离所述第一板材的一边相交。
10、可选的,在s01中,所述第一喷粉线与所述第一板材背离所述第二板材的一边的交点为a点,所述第二喷粉线与所述第二板材背离所述第一板材的一边的交点为b点,通过将棉线的两端分别与所述a点和所述b点相对抵接,拉直棉线,使得第一喷粉线和所述第二喷粉线与所述棉线重合,进而确定所述第一喷粉线和所述第二喷粉线共线。
11、可选的,在s04中,将棉线的一端与所述o点重合,且将棉线与所述l点重合,将所述棉线拉紧,从而确定e点,使得所述o点、所述l点和所述e点共线。
12、可选的,在s05中,所述标准范围为0-3mm。
13、可选的,在s05中,若所述高度差h在所述标准范围内,则满足要求。
14、可选的,在s05中,若所述高度差h不在所述标准范围内,则需要再次进行校正。
15、可选的,所述校正为火工校直,直至所述高度差h在所述标准范围内。
16、综上所述,本申请包括以下至少一种有益技术效果:
17、1.提高了线型肋骨制作过程线型弯曲度的准确性,也提高了线型肋骨的线型合格率,减少后道装配线型肋骨过程的修正作业工时,操作简单,检测数据准确,提高了线型肋骨结构控制精度。
技术特征:
1.线型肋骨弯曲度检测方法,其特征在于:包括有如下步骤:
2.根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在于:根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在在于:在s01中,所述第一喷粉线的两端分别与所述第一板材靠近所述第二板材的一边和第一板材背离第二板材的一边相交,所述第二喷粉线的两端分别与所述第二板材靠近所述第一板材的一边和所述第二板材背离所述第一板材的一边相交。
3.根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在于:在s01中,所述第一喷粉线与所述第一板材背离所述第二板材的一边的交点为a点,所述第二喷粉线与所述第二板材背离所述第一板材的一边的交点为b点,通过将棉线的两端分别与所述a点和所述b点相对抵接,拉直棉线,使得第一喷粉线和所述第二喷粉线与所述棉线重合,进而确定所述第一喷粉线和所述第二喷粉线共线。
4.根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在于:在s04中,将棉线的一端与所述o点重合,且将棉线与所述l点重合,将棉线拉紧,从而确定e点,使得所述o点、所述l点和所述e点共线。
5.根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在于:在s05中,所述标准范围为0-3mm。
6.根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在于:在s05中,若所述高度差h在所述标准范围内,则满足要求。
7.根据权利要求1所述的线型肋骨弯曲度检测方法,其特征在于:在s05中,若所述高度差h不在所述标准范围内,则需要再次进行校正。
8.根据权利要求7所述的线型肋骨弯曲度检测方法,其特征在于:所述校正为火工校直,直至所述高度差h在所述标准范围内。
技术总结
本申请涉及线型肋骨弯曲度检测方法,包括有如下步骤:S01:提供第一板材和第二板材,第一板材上设置有第一喷粉线,第二板材上设置有第二喷粉线,第一喷粉线和第二喷粉线共线;S02:对第一板材和第二板材之间的对接缝进行焊接;S03:焊接完成之后进行线性检验;S04:自第一板材背离第二板材的一边取一点为O点,第一板材和第二板材之间的最大弯曲度的点为L点,自O点到L点之间连线与第二板材背离第一板材的一边的竖向投影相交的交点为E点,第二喷粉线与第二板材背离第一板材的一边交点为F点,E点与F点之间的高度差为H;S05:判断高度差H是否在标准范围内。本申请具有提高对线性肋骨的线性偏差进行检测的精确度的效果。
技术研发人员:霍生彦,王洁,曹岭
受保护的技术使用者:上海外高桥造船有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!