本发明涉及检测分析领域,尤其涉及一种钢轨固定闪光焊接头轨底探伤波高的分析方法(钢轨焊接接头疲劳伤损的分析检测方法)。
背景技术:
1、现代铁路运输正向高速、重载、大运量方向发展,无缝线路成为铁路线路的发展方向,无缝线路消除了普通线路的钢轨接头,降低列车运行过程中的振动和冲击,延长了轮轨部件的使用寿命,对列车的运行和行车安全提供了有力保障。随着我国铁路无缝线路里程的增加,无缝线路在列车平稳、减少车轮冲击、保证行车安全方面越来越发挥出其优势,钢轨的焊接质量控制问题逐渐引起铁路部门的高度重视。
2、固定式闪光焊主要用于厂焊或基地焊,国内应用最为广泛的钢轨定尺长度为100m,通过厂焊或基地焊将100m定尺钢轨焊接成500m长钢轨,据统计我国闪光焊接头约占无缝线路接头总数的90%以上,近年来,钢轨接头伤损率明显增加,接头探伤超标20%-30%左右,给部分焊轨基地提出一定的挑战。
3、钢轨闪光焊接头探伤性能受到诸多因素的影响,主要受钢轨母材及焊接工艺的影响。分析焊接接头探伤波高的问题,可对实际钢轨闪光焊接工艺调试提供参考,提高钢轨闪光焊接头整体性能。
技术实现思路
1、为了解决上述技术问题,本发明的目的是提供一种钢轨固定闪光焊接头轨底探伤波高的分析方法。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种钢轨固定闪光焊接头轨底探伤波高的分析方法,首先对固定闪光焊接头探伤异常波高钢轨进行探伤定位,然后按次序进行低倍检验,夹杂物检验,组织检验,晶粒度检验,依次分析钢轨焊接接头探伤异常波高的原因,具体包括如下步骤:
4、1)探伤定位
5、使用超声波无损探伤可以检测出钢轨固定闪光焊接头中孔洞、异常组织、偏析、微裂纹、夹杂物过多的缺陷,探伤生产报警后采用便携式超声探伤仪对钢轨轨底异常波高位置进行初步定位;
6、2)低倍检验:在标记位置的母材、焊缝进行低倍检验,分析轨底焊缝裂纹缺陷,若母材轨底发现白点及超限的缩孔残余、内裂、异金属夹杂物、翻皮、分层、肉眼可见夹杂缺陷,则说明为母材质量问题;若焊缝出现相关问题,则说明是焊接工艺问题;焊接接头若低倍合格,进行夹杂物检测分析;
7、3)夹杂物检验:轨底焊缝、母材大型夹杂物均会造成探伤波高报警,分别磨制异常部位轨头标准位置、异常部位母材、异常部位焊缝试样的纵向面,抛光后进行夹杂物评级;首先排除钢轨母材大型夹杂物的原因,后进行异常部位焊缝夹杂物分析;若异常部位轨头标准位置、异常部位母材a类夹杂物大于2.5级,b、c、d、ds类夹杂物大于2.0级,则说明钢轨母材夹杂物不合格;若异常部位焊缝a类夹杂物大于2.5级,b、c、d、ds类夹杂物大于2.0级,标记好距轨底距离;若夹杂物位置距轨底小于10mm,则说明探伤波高原因为推瘤量控制问题,若夹杂物位置距轨底大于10mm,则说明原因为焊接工艺问题,并进行扫描电镜分析,确定夹杂物种类及组成,并根据需要决定是否开展下步分析;若夹杂物小于等于这个值,则进行组织检验;
8、4)组织检测:钢轨正常组织是珠光体,允许有少量铁素体存在,钢轨焊缝、热影响区如果存在块状的贝氏体、马氏体组织,会造成探伤波异常报警,将异常部位母材、异常部位焊缝试样进行组织检测,若母材存在异常组织,则说明为钢轨母材质量问题,若母材组织正常,焊缝及热影响区存在异常组织,分析最有可能为焊接后热处理工艺不当造成,并根据需要决定是否开展下步分析;若不存在贝氏体、马氏体异常组织,则进行晶粒度检测;
9、5)晶粒度检测:钢轨焊缝、热影响区如果出现混晶现象,会造成探伤波异常报警,将异常部位母材、异常部位焊缝试样进行晶粒度检测,若母材存在混晶,则说明为母材问题,若焊缝存在混晶,则说明为焊接工艺问题。
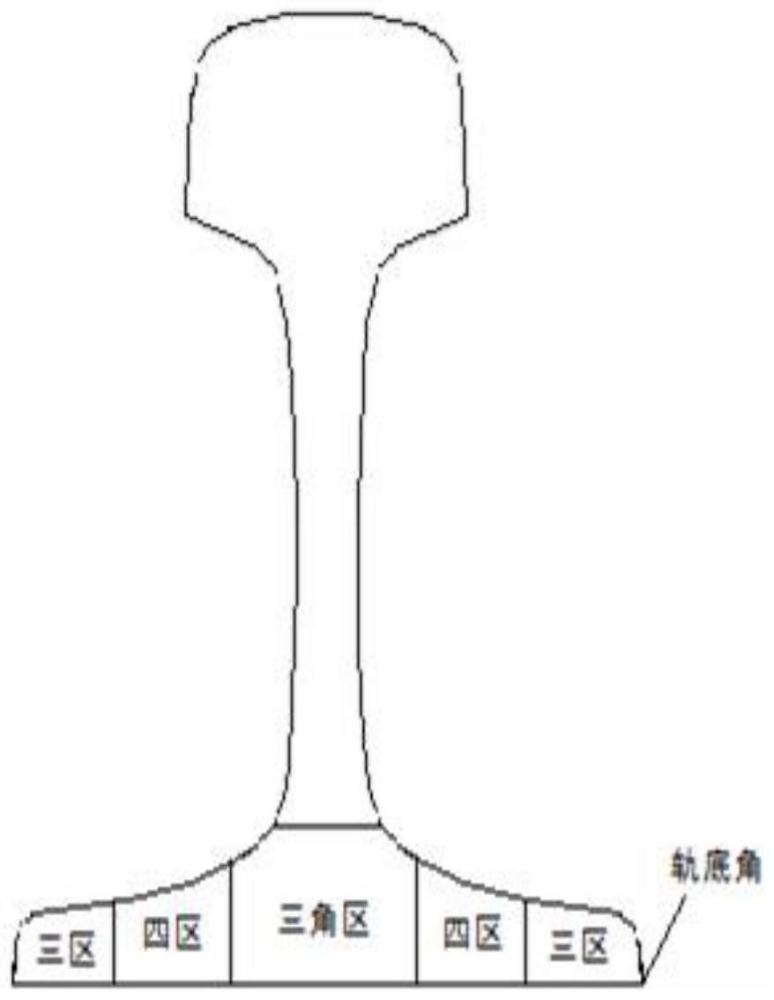
10、进一步的,所述步骤1)中,采用便携式超声探伤仪对钢轨轨底异常波高位置进行初步定位,将轨底区域根据轧制方向分为五个区,分别为:三区(东)、三区(西)、四区(东)、四区(西)、三角区,探伤将异常区域确定为沿钢轨长度方向±1cm的五个区域内。
11、与现有技术相比,本发明的有益技术效果:
12、通过以上方法依次检测可快速高效的找到导致钢轨轨底固定闪光焊接头探伤波高的原因。
技术特征:1.一种钢轨固定闪光焊接头轨底探伤波高的分析方法,其特征在于:首先对固定闪光焊接头探伤异常波高钢轨进行探伤定位,然后按次序进行低倍检验,夹杂物检验,组织检验,晶粒度检验,依次分析钢轨焊接接头探伤异常波高的原因,具体包括如下步骤:
2.根据权利要求1所述的钢轨固定闪光焊接头轨底探伤波高的分析方法,其特征在于:所述步骤1)中,采用便携式超声探伤仪对钢轨轨底异常波高位置进行初步定位,将轨底区域根据轧制方向分为五个区,分别为:三区(东)、三区(西)、四区(东)、四区(西)、三角区,探伤将异常区域确定为沿钢轨长度方向±1cm的五个区域内。
技术总结本发明公开了一种钢轨固定闪光焊接头轨底探伤波高的分析方法,首先对固定闪光焊接头探伤异常波高钢轨进行探伤定位,然后按次序进行低倍检验,夹杂物检验,组织检验,晶粒度检验,依次分析钢轨焊接接头探伤异常波高的原因。通过本发明的方法依次检测可快速高效的找到导致钢轨轨底固定闪光焊接头探伤波高的原因。
技术研发人员:郑瑞,苏航,刘阳
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:技术公布日:2024/1/15