一种平面度和膜厚的高精度检测系统及其工艺的制作方法
本发明涉及水冷板加工检测,特别涉及一种平面度和膜厚的高精度检测系统及其工艺。
背景技术:
1、水冷板,是指水冷散热器的一种产品元件,是一种通过液冷交换热量的部件,其散热原理是在金属板材内加工形成流道,电子部件安装在水冷板的表面,内部的冷却液从板的进口进去,再从出口带走部件的出口热量。水冷板在加工过程中,为了保证产品质量,需对产品进行平面度和膜厚检测。关于水冷板检测,已有相关专利;比如公开号为cn115718299a的中国专利公开了一种新能源汽车水冷板尺寸的自动化检测装置及检测方法,包括由下至上依次连接的支撑台、水平支撑板和水平定位基准板,支撑台、水平支撑板和水平定位基准板均呈长方形;水平支撑板左部设有关节扫描臂;关节扫描臂前端设有激光扫描头,水平支撑架上表面的左前部设有第一定位销;该专利具有检测速度快,降低了检测成本,有效提高了检测效率的特点。
2、上述专利虽然可以对水冷板进行检测,但仍存在以下问题:
3、现有技术中,需通过人工将水冷板放置在检测区域进行检测,且无法对检测的水冷板进行正反检测,导致检测结果出现误差的情况,且无法同时对水冷板的平面度和膜厚进行检测,检测功能单一,无法有效提高检测效率,智能化水平较低,无法有效实现检测自动化。
技术实现思路
1、本发明的目的在于提供一种平面度和膜厚的高精度检测系统及其工艺,由进料辊筒线进料,平面度自动测量机构自动检测水冷板的平面度和膜厚,出料辊筒线出料,整体流程流畅,在出现异常情况时及时进行人工介入,提高了检测质量和检测效率,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
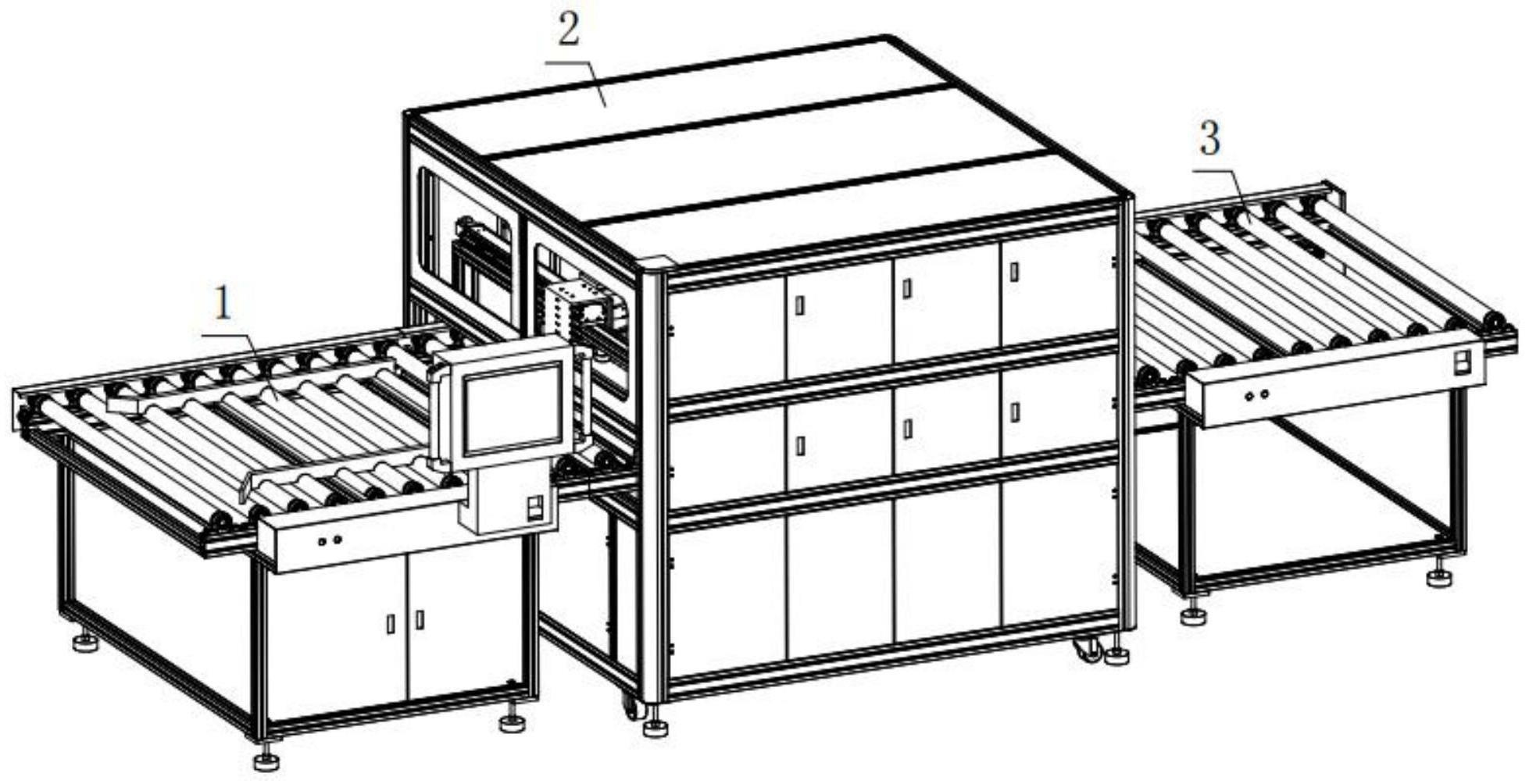
3、一种平面度和膜厚的高精度检测系统,包括进料辊筒线、平面度自动测量机构和出料辊筒线,平面度自动测量机构一侧与进料辊筒线固定连接,另一侧与出料辊筒线固定连接,平面度自动测量机构包括预压装置、测试辊筒线和自动测量装置,预压装置对称安装在检测架两侧,预压装置固定安装在自动测量装置上端,检测架内放置有检测固定平台,检测固定平台固定安装在平台架上表面,测试辊筒线两端与检测架转动连接,预压装置一侧安装有同步带模组。
4、进一步的,进料辊筒线包括进料架、进料辊和控制面板,进料架通过轴承与进料辊两端转动连接,控制面板安装在调节架上,进料架一侧通过螺栓与调节架固定连接,进料架上表面分别安装有扫码枪和光电传感器,进料辊上表面两侧设置有挡料板,挡料板一侧安装有防呆传感器。
5、进一步的,预压装置包括第一气缸、拉压传感器和预压固定板,第一气缸下表面通过螺栓与连接板固定连接,第一气缸通过气缸杆贯穿连接板与活动板固定连接,连接板和活动板两侧对称设置有伸缩导向杆,拉压传感器两端分别与活动板和预压固定板固定连接。
6、进一步的,测试辊筒线下表面分别安装有第二气缸,第二气缸上端通过气缸杆与测试辊筒线固定连接,测试辊筒线一侧安装有前端限位板,测试辊筒线设置有与前端限位板相适配的滑槽,前端限位板与测试辊筒线一侧滑动连接,检测固定平台上表面设置有与测试辊筒线相适配的卡槽,检测固定平台两侧设置有对称分布的侧限位板。
7、进一步的,前端限位板一侧通过销轴与伸缩柱一端活动连接,伸缩柱另一端与伸缩套嵌套连接,伸缩套一端通过销轴与检测架活动连接,伸缩套内安装有第二弹簧,第二弹簧与伸缩柱一端固定连接。
8、进一步的,自动测量装置包括激光测距传感器和测膜厚传感器,激光测距传感器一侧与同步带模组固定连接,同步带模组和测膜厚传感器分别固定安装在预压固定板上,预压固定板开设有均匀分布的开槽,预压固定板下表面分别安装有均匀分布的预压轮,预压轮通过销轴与活动架活动连接,活动架上端设置有第一弹簧。
9、进一步的,控制面板内安装有自动检测控制系统,自动检测控制系统包括:
10、数据采集模块,用于获取防呆传感器、激光测距传感器、拉压传感器、测膜厚传感器和扫码枪采集并主动上传的数据;
11、数据处理模块,用于基于获取到的数据对数据源进行识别,基于识别结果获取对应预设阈值,判断所述数据是否在正常范围,若判断结果为数据正常,则发出与数据源对应的终端控制指令,若数据出现异常,则发出异常警报指令;
12、终端控制模块,用于将获取的终端控制指令输入至预设指令数据库中匹配对应控制终端类别,对应终端基于终端控制指令做出响应,并将做出响应后的反馈数据传输至数据采集模块;
13、声光警报模块,用于将获取到的异常警报指令输入至预设指令数据库中匹配对应声光警报类别,基于声光警报类别进行对应声光警报。
14、本发明提供另一种技术方案,一种平面度和膜厚的高精度检测系统的检测工艺,包括以下步骤:
15、步骤一:工人将水冷板放置在进料辊上并将水冷板向平面度自动测量机构一侧输送,通过防呆传感器感应水冷板的方向是否正确,若方向错误,则进料辊停止运行并进行声光报警,人工介入调整;若无异常,则进料辊继续运行;
16、步骤二:光电传感器感应水冷板由进料辊输送至扫码区域后,进料辊停止运行,自动检测控制系统启动扫码枪扫码识别;若扫码识别错误或无法识别,则进行声光报警,人工介入处理;若扫码成功则进入等待状态,待前一水冷板测量完毕且至出料辊筒线后,启动进料辊输送水冷板进入测量区域;
17、步骤三:水冷板通过带顶升的测试辊筒线进入平面度测量区域,测试辊筒线升起时前端限位板同步升起进行前端限位,水冷板一侧与前端限位板抵接后,测试辊筒线停止,测试辊筒线下降把水冷板放置在检测固定平台,侧限位板推动水冷板进行两侧定位;
18、步骤四:激光测距传感器通过同步带模组在检测固定平台两侧平移,分别检测高度并记录数据;
19、步骤五:预压装置下压,拉压传感器反馈压力数据,再启动同步带模组从后往前运行,激光测距传感器检测高度并记录数据,若检测不合格,则进行声光报警;
20、步骤六:预压装置下压,测膜厚传感器与水冷板相接触,测量水冷板表面的膜厚;
21、步骤七:预压装置升起,测试辊筒线升起,前端限位板下降,启动测试辊筒线输送水冷板向右流出至出料辊筒线。
22、与现有技术相比,本发明的有益效果是:
23、通过人工将水冷板放置在进料辊上,进料辊两侧的挡料板及其防呆传感器有效起到了整料和防呆的作用,在出现水冷板放置错误时及时发出声光警报,有效保证了检测质量,避免检测过程中发生错误造成水冷板损坏的情况,光电传感器进行光电感应,确定水冷板进入扫码区域后唤醒扫码枪,有效降低了能耗,由进料辊筒线进料,平面度自动测量机构自动检测水冷板的平面度和膜厚,出料辊筒线出料,整体流程流畅,在出现异常情况时及时进行人工介入,提高了检测质量和检测效率。
技术特征:
1.一种平面度和膜厚的高精度检测系统,包括进料辊筒线(1)、平面度自动测量机构(2)和出料辊筒线(3),其特征在于:平面度自动测量机构(2)一侧与进料辊筒线(1)固定连接,另一侧与出料辊筒线(3)固定连接,平面度自动测量机构(2)包括预压装置(21)、测试辊筒线(22)和自动测量装置(23),预压装置(21)对称安装在检测架(24)两侧,预压装置(21)固定安装在自动测量装置(23)上端,检测架(24)内放置有检测固定平台(25),检测固定平台(25)固定安装在平台架(26)上表面,测试辊筒线(22)两端与检测架(24)转动连接,预压装置(21)一侧安装有同步带模组(27)。
2.如权利要求1所述的一种平面度和膜厚的高精度检测系统,其特征在于:进料辊筒线(1)包括进料架(11)、进料辊(12)和控制面板(13),进料架(11)通过轴承与进料辊(12)两端转动连接,控制面板(13)安装在调节架(14)上,进料架(11)一侧通过螺栓与调节架(14)固定连接,进料架(11)上表面分别安装有扫码枪(15)和光电传感器(16),进料辊(12)上表面两侧设置有挡料板(17),挡料板(17)一侧安装有防呆传感器(18)。
3.如权利要求2所述的一种平面度和膜厚的高精度检测系统,其特征在于:预压装置(21)包括第一气缸(211)、拉压传感器(212)和预压固定板(213),第一气缸(211)下表面通过螺栓与连接板(214)固定连接,第一气缸(211)通过气缸杆贯穿连接板(214)与活动板(215)固定连接,连接板(214)和活动板(215)两侧对称设置有伸缩导向杆(216),拉压传感器(212)两端分别与活动板(215)和预压固定板(213)固定连接。
4.如权利要求3所述的一种平面度和膜厚的高精度检测系统,其特征在于:测试辊筒线(22)下表面分别安装有第二气缸(221),第二气缸(221)上端通过气缸杆与测试辊筒线(22)固定连接,测试辊筒线(22)一侧安装有前端限位板(222),测试辊筒线(22)设置有与前端限位板(222)相适配的滑槽,前端限位板(222)与测试辊筒线(22)一侧滑动连接,检测固定平台(25)上表面设置有与测试辊筒线(22)相适配的卡槽,检测固定平台(25)两侧设置有对称分布的侧限位板(28)。
5.如权利要求4所述的一种平面度和膜厚的高精度检测系统,其特征在于:前端限位板(222)一侧通过销轴与伸缩柱(223)一端活动连接,伸缩柱(223)另一端与伸缩套(224)嵌套连接,伸缩套(224)一端通过销轴与检测架(24)活动连接,伸缩套(224)内安装有第二弹簧(225),第二弹簧(225)与伸缩柱(223)一端固定连接。
6.如权利要求5所述的一种平面度和膜厚的高精度检测系统,其特征在于:自动测量装置(23)包括激光测距传感器(231)和测膜厚传感器(232),激光测距传感器(231)一侧与同步带模组(27)固定连接,同步带模组(27)和测膜厚传感器(232)分别固定安装在预压固定板(213)上,预压固定板(213)开设有均匀分布的开槽,预压固定板(213)下表面分别安装有均匀分布的预压轮(233),预压轮(233)通过销轴与活动架(234)活动连接,活动架(234)上端设置有第一弹簧(235)。
7.如权利要求6所述的一种平面度和膜厚的高精度检测系统,其特征在于:控制面板(13)内安装有自动检测控制系统,自动检测控制系统包括:
8.一种平面度和膜厚的高精度检测系统的检测工艺,应用于如权利要求1-7任一项所述的一种平面度和膜厚的高精度检测系统,其特征在于:包括以下步骤:
技术总结
本发明公开了一种平面度和膜厚的高精度检测系统及其工艺,涉及水冷板加工检测技术领域。为了解决现有技术中,需通过人工将水冷板放置在检测区域进行检测,且无法对检测的水冷板进行正反检测,导致检测结果出现误差的问题;一种平面度和膜厚的高精度检测系统,包括包括进料辊筒线、平面度自动测量机构和出料辊筒线,平面度自动测量机构一侧与进料辊筒线固定连接,另一侧与出料辊筒线固定连接,平面度自动测量机构包括预压装置、测试辊筒线和自动测量装置;通过由进料辊筒线进料,平面度自动测量机构自动检测水冷板的平面度和膜厚,出料辊筒线出料,整体流程流畅,在出现异常情况时及时进行人工介入,提高了检测质量和检测效率。
技术研发人员:陈荣贤,陈超鹏余,章结荣,徐元文,周顺,张秀程,张里扬,李求营,杨超保,张超贺
受保护的技术使用者:纳百川新能源股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!