一种模拟车身约束的翼子板检测工装及检测方法与流程
本发明属于汽车车身,具体涉及一种模拟翼子板在车身装配约束下间隙面差等尺寸的检测工装及检测方法。
背景技术:
1、由于翼子板承接前脸和侧脸造型过渡功能,其间隙面差等尺寸尤其重要。翼子板多为薄板冲压件,自身刚性较差,冲压成型复杂,存在不同程度的回弹,其检测的物理约束决定了翼子板的最终检测结果。如何反映翼子板的真实状态,对于指导冲压件整改和车身质量改进至关重要。
技术实现思路
1、针对背景技术存在的问题,本发明的目的在于提供一种翼子板在柔软回弹的真实情况下的检测工装及其检测方法。
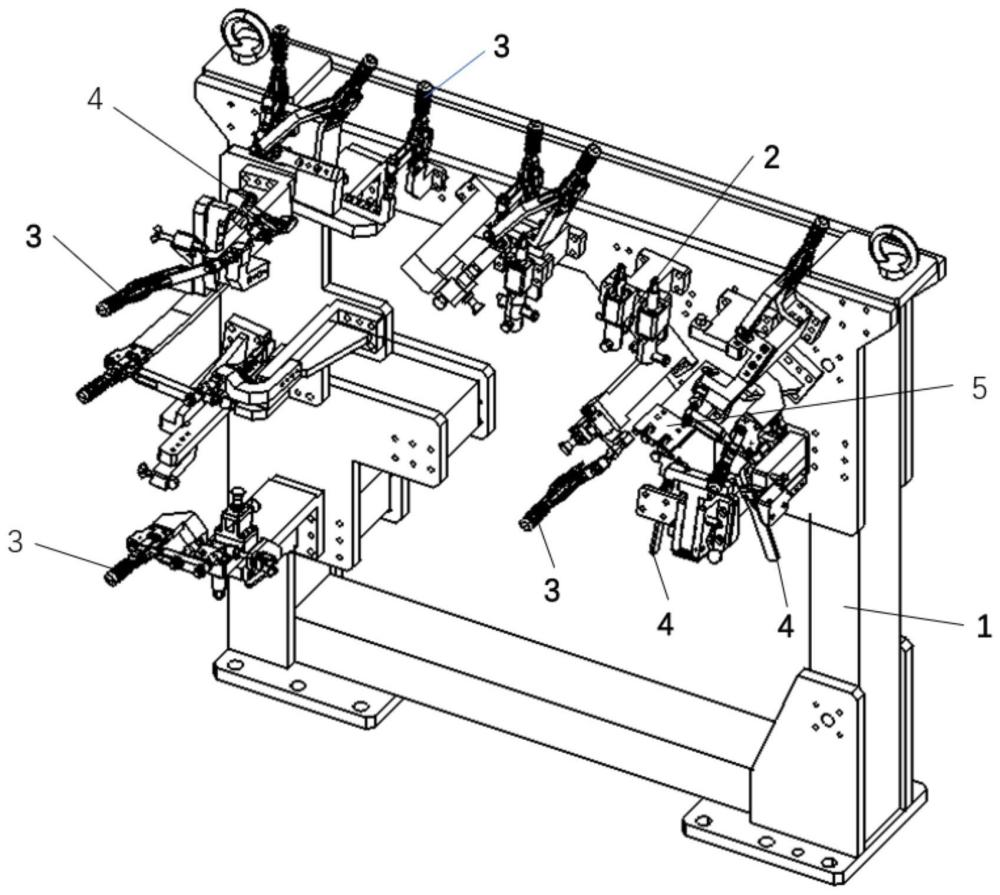
2、为达到上述目的,第一方面,本发明设计的模拟车身约束的翼子板检测工装,包括:
3、主体支架,用于安装各种组件;
4、三坐标检测组件,用于翼子板的三坐标检测;
5、定位销组件,包括用于模拟装配过程中装配工装的工序定位销,具有伸缩结构来模拟装配前后翼子板定位孔所受的约束;
6、活动支撑压紧组件,用于模拟装配过程中装配工装的支撑压紧,具有活动支撑结构和压紧装置来模拟装配前后翼子板定位面所受的约束;
7、固定支撑压紧组件,用于模拟车身接口,具有压紧装置来模拟车身约束;
8、螺钉打紧组件,用于模拟车身接口,具有打紧螺钉来模拟车身约束和力矩要求。
9、优选的,所述定位销组件包括:与主体支架固定的定位销底座,所述定位销底座上设有定位销支座,所述定位销支座上套设有伸缩定位销,所述定位销支座底部设有把手;所述把手通过连接螺钉与伸缩定位销底部连接;所述定位销支座底部还设有l型限位块,所述把手上设有限位销;旋转把手带动限位销旋转卡入或离开由定位销支座和l型限位块围成的锁止空间,用于锁紧或解锁定位销组件。
10、进一步优选的,所述伸缩定位销与定位销支座之间设有轴套,所述轴套通过设在轴向两端的支座盖板固定在定位销支座内;所述把手上还设有旋转手把。
11、优选的,所述活动支撑压紧组件包括:与主体支架固定连接的活动支撑支座,所述活动支撑座上设有支撑螺母;所述活动支撑座上还设有压紧夹块;所述压紧夹块的空腔内设有压紧杆;所述压紧杆一端与压紧夹块铰接,另一端设有与支撑螺母适配的活动支撑;所述压紧夹块还设有y型压紧把手;所述y型压紧把手开口前端与压紧夹块铰接,后端通过连接杆与压紧杆连接;所述连接杆一端与y型压紧把手铰接,另一端与压紧杆铰接;所述压紧夹块、压紧杆、y型压紧把手、连接杆构成自锁四连杆,所述压紧夹块顶部设有限制连接杆行程的l形缺口。
12、优选的,所述固定支撑压紧组件包括:与主体支架固定连接的固定支撑支座,所述固定支撑支座上设有固定支撑,以及四连杆自锁夹紧装置。
13、优选的,所述螺钉打紧组件包括:与主体支架固定连接的螺钉支座;所述螺钉支座设有用于定位螺钉的u型开口槽,所述u型开口槽的外底面为定位打紧面。
14、第二方面,本发明设计的模拟车身约束的翼子板检测方法,其特征在于:
15、指定同一基准定位,用于冲压单件和焊接总成的测量;
16、利用第一方面所述的检测工装,通过沿翼子板外周间隔布置的多个活动支撑压紧组件和多个固定支撑压紧组件对翼子板x、y、z向支撑夹紧限位;其中,活动支撑压紧组件模拟装配前后翼子板定位面所受的约束,固定支撑压紧组件模拟车身约束;通过定位销组件模拟装配前后翼子板定位孔所受的约束;
17、模拟车身装配过程中的定位、支撑、压紧和固定步骤,在模拟车身约束条件下检测翼子板。
18、本发明的有益效果是:
19、1、完全模拟车身接口,能够反映出零件真实状态;
20、2、模拟装配工序过程,能够实现工序和功能尺寸的检测;
21、3、集成多种检测物理条件,能够实现单件和总成的检测。
技术特征:
1.一种模拟车身约束的翼子板检测工装,其特征在于,包括:
2.根据权利要求1所述的模拟车身约束的翼子板检测工装,其特征在于:所述定位销组件包括:与主体支架固定的定位销底座,所述定位销底座上设有定位销支座,所述定位销支座上套设有伸缩定位销,所述定位销支座底部设有把手;所述把手通过连接螺钉与伸缩定位销底部连接;所述定位销支座底部还设有l型限位块,所述把手上设有限位销;旋转把手带动限位销旋转卡入或离开由定位销支座和l型限位块围成的锁止空间,用于锁紧或解锁定位销组件。
3.根据权利要求2所述的模拟车身约束的翼子板检测工装,其特征在于:所述伸缩定位销与定位销支座之间设有轴套,所述轴套通过设在轴向两端的支座盖板固定在定位销支座内;所述把手上还设有旋转手把。
4.根据权利要求1所述的模拟车身约束的翼子板检测工装,其特征在于:所述活动支撑压紧组件包括:与主体支架固定连接的活动支撑支座,所述活动支撑座上设有支撑螺母;所述活动支撑座上还设有压紧夹块;所述压紧夹块的空腔内设有压紧杆;所述压紧杆一端与压紧夹块铰接,另一端设有与支撑螺母适配的活动支撑;所述压紧夹块还设有y型压紧把手;所述y型压紧把手开口前端与压紧夹块铰接,后端通过连接杆与压紧杆连接;所述连接杆一端与y型压紧把手铰接,另一端与压紧杆铰接;所述压紧夹块、压紧杆、y型压紧把手、连接杆构成自锁四连杆,所述压紧夹块顶部设有限制连接杆行程的l形缺口。
5.根据权利要求1所述的模拟车身约束的翼子板检测工装,其特征在于:所述固定支撑压紧组件包括:与主体支架固定连接的固定支撑支座,所述固定支撑支座上设有固定支撑,以及四连杆自锁夹紧装置。
6.根据权利要求1所述的模拟车身约束的翼子板检测工装,其特征在于:所述螺钉打紧组件包括:与主体支架固定连接的螺钉支座;所述螺钉支座设有用于定位螺钉的u型开口槽,所述u型开口槽的外底面为定位打紧面。
7.一种模拟车身约束的翼子板检测方法,其特征在于:
技术总结
本发明公开一种模拟车身约束的翼子板检测工装及检测方法。所述板检测工装,包括:主体支架,三坐标检测组件,定位销组件,活动支撑压紧组件,固定支撑压紧组件,螺钉打紧组件。利用第一方面所述的检测工装,通过沿翼子板外周间隔布置的多个活动支撑压紧组件和多个固定支撑压紧组件对翼子板X、Y、Z向支撑夹紧限位;其中,活动支撑压紧组件模拟装配前后翼子板定位面所受的约束,固定支撑压紧组件模拟车身约束;通过定位销组件模拟装配前后翼子板定位孔所受的约束。本发明完全模拟车身接口,能够反映出零件真实状态;本发明模拟装配工序过程,能够实现工序和功能尺寸的检测。
技术研发人员:江健,陈爽,何疆戈,赵超,付裕
受保护的技术使用者:神龙汽车有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!