焊接可靠性检测方法与流程
本发明涉及电池检测,具体涉及一种焊接可靠性检测方法。
背景技术:
1、相关技术中,电池包内部汇流排与电池的极柱之间焊接,为检测汇流排与电池的极柱之间焊接的牢靠性,通常采用光学熔深和熔宽来判定焊接可靠性,光学熔深和熔宽检测没有一定的检测标准,因此在对汇流排与电池的极柱之间的焊点的检测可能会存在一定的误差。
技术实现思路
1、本发明的实施例提供了一种焊接可靠性检测方法,可以改善相关技术中采用光学熔深和熔宽检测汇流排与电池极柱的焊点牢靠性会存在误差的技术问题。
2、第一方面,本发明的实施例提供了一种焊接可靠性检测方法,包括以下步骤:
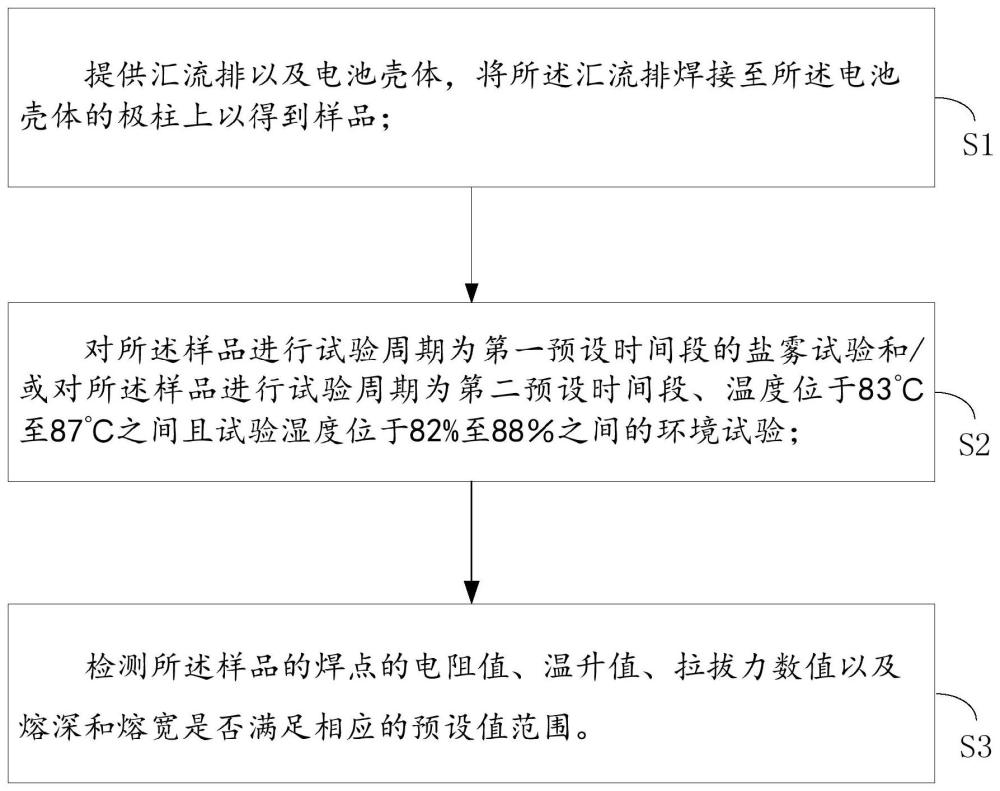
3、提供汇流排以及电池壳体,将所述汇流排焊接至所述电池壳体的极柱上以得到样品;
4、对所述样品进行试验周期为第一预设时间段的盐雾试验和/或对所述样品进行试验周期为第二预设时间段、温度位于83℃至87℃之间且试验湿度位于82%至88%之间的环境试验;
5、检测所述样品的焊点的电阻值、温升值、拉拔力数值以及熔深和熔宽是否满足相应的预设值范围。
6、在一实施例中,在所述样品进行试验周期为第一预设时间段的盐雾试验的步骤中,包括以下步骤:对所述样品喷洒中性氯化钠喷雾;
7、其中,所述第一预设时间段的时长为48h。
8、在一实施例中,所述盐雾试验的试验温度在33℃至37℃之间。
9、在一实施例中,在对所述样品喷洒中性氯化钠喷雾的步骤之前,还包括以下步骤:
10、提供氯化钠;
11、在环境温度为23℃至27℃时将氯化钠溶解至蒸馏水或去离子水中,以制得浓度位于45g/l至55g/l之间、且ph值位于6.5至7.2之间的中性氯化钠溶液。
12、在一实施例中,所述第二预设时间段的时长为1000h。
13、在一实施例中,对所述样品进行试验周期为第二预设时间段、温度位于83℃至87℃之间且试验湿度位于82%至88%之间的环境试验的步骤中,包括以下步骤:
14、将样品置于恒温箱中;
15、调节恒温箱的温度至83℃至87℃之间、湿度至82%至88%之间,并运行第二预设时间段。
16、在一实施例中,提供汇流排以及电池壳体,将所述汇流排焊接至所述电池壳体的极柱上以得到样品的步骤之后,还包括以下步骤:
17、检测焊接后的所述样品的焊点的外观。
18、在一实施例中,提供汇流排以及电池壳体,将所述汇流排焊接至所述电池壳体的极柱上以得到样品的步骤之后,还包括以下步骤:
19、检测焊接后的所述样品的焊点的电阻值和/或温升值是否满足相应的预设值范围。
20、在一实施例中,检测所述样品的焊点的电阻值的步骤中,包括以下步骤:
21、检测所述样品的焊点的电阻值是否小于0.1mω;
22、若满足,则所述样品的焊点的电阻值检测合格;
23、若不满足,则所述样品的焊点的电阻值检测不合格。
24、在一实施例中,检测所述样品的焊点的温升值的步骤中,包括以下步骤:
25、检测所述样品的焊点的温升值是否小于35k;
26、若满足,则所述样品的焊点的温升值检测合格;
27、若不满足,则所述样品的焊点的温升值检测不合格。
28、在一实施例中,检测所述样品的焊点的拉拔力数值的步骤中,包括以下步骤:
29、检测所述样品的焊点的剪切力是否大于500n、剥离力是否大于40n;
30、若满足,则所述样品的焊点的拉拔力数值检测合格;
31、若不满足,则所述样品的焊点的拉拔力数值检测不合格。
32、在一实施例中,检测所述样品的熔深和熔宽的步骤中,包括以下步骤:
33、检测所述样品的焊点的熔深的数值是否位于0.1mm至0.6mm之间、熔宽的数值是否位于1.4mm至1.8mm之间;
34、若满足,则所述样品的焊点的熔深和熔宽检测合格;
35、若不满足,则所述样品的焊点的熔深和熔宽检测不合格。
36、本发明的实施例的有益效果:
37、在本发明的实施例中,通过焊接汇流排和极柱形成带有焊点的样品,将样品置于盐雾试验和/或高温高湿的环境试验中加速腐蚀进度,并在盐雾试验和/或高温高湿的环境试验后对所述样品的焊点的电阻值、温升值、拉拔力数值以及熔深和熔宽进行检测,并观察上述数值是否均满足相应的预设值范围,若都满足,则所述样品的焊点的可靠性合格。也即通过制造腐蚀环境试验以及对焊点的多项数据进行检测,以使得对焊点的检测更为准确可靠,从而改善相关技术中采用光学熔深和熔宽检测汇流排与电池极柱的牢靠性会存在误差的技术问题。
技术特征:
1.一种焊接可靠性检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的焊接可靠性检测方法,其特征在于,在所述样品进行试验周期为第一预设时间段的盐雾试验的步骤中,包括以下步骤:对所述样品喷洒中性氯化钠喷雾;
3.根据权利要求2所述的焊接可靠性检测方法,其特征在于,所述盐雾试验的试验温度在33℃至37℃之间。
4.根据权利要求2所述的焊接可靠性检测方法,其特征在于,在对所述样品喷洒中性氯化钠喷雾的步骤之前,还包括以下步骤:
5.根据权利要求1所述的焊接可靠性检测方法,其特征在于,所述第二预设时间段的时长为1000h。
6.根据权利要求1所述的焊接可靠性检测方法,其特征在于,对所述样品进行试验周期为第二预设时间段、温度位于83℃至87℃之间且试验湿度位于82%至88%之间的环境试验的步骤中,包括以下步骤:
7.根据权利要求1-6任一项所述的焊接可靠性检测方法,其特征在于,提供汇流排以及电池壳体,将所述汇流排焊接至所述电池壳体的极柱上以得到样品的步骤之后,还包括以下步骤:
8.根据权利要求1-6任一项所述的焊接可靠性检测方法,其特征在于,提供汇流排以及电池壳体,将所述汇流排焊接至所述电池壳体的极柱上以得到样品的步骤之后,还包括以下步骤:
9.根据权利要求1-6任一项所述的焊接可靠性检测方法,其特征在于,检测所述样品的焊点的电阻值的步骤中,包括以下步骤:
10.根据权利要求1-6任一项所述的焊接可靠性检测方法,其特征在于,检测所述样品的焊点的温升值的步骤中,包括以下步骤:
11.根据权利要求1-6任一项所述的焊接可靠性检测方法,其特征在于,检测所述样品的焊点的拉拔力数值的步骤中,包括以下步骤:
12.根据权利要求1-6任一项所述的焊接可靠性检测方法,其特征在于,检测所述样品的熔深和熔宽的步骤中,包括以下步骤:
技术总结
本发明提供一种焊接可靠性检测方法,包括以下步骤:提供汇流排以及电池壳体,将所述汇流排焊接至所述电池壳体的极柱上以得到样品;对所述样品进行试验周期为第一预设时间段的盐雾试验和/或对所述样品进行试验周期为第二预设时间段、温度位于83℃至87℃之间且试验湿度位于82%至88%之间的环境试验;检测所述样品的焊点的电阻值、温升值、拉拔力数值以及熔深和熔宽是否满足相应的预设值范围。在本发明的实施例中,通过制造腐蚀环境试验以及对焊点的多项数据进行检测,以使得对焊点的检测更为准确可靠,从而改善相关技术中采用光学熔深和熔宽检测汇流排与电池极柱的牢靠性会存在误差的技术问题。
技术研发人员:李艳艳,王磊,徐尚伟
受保护的技术使用者:惠州亿纬锂能股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!