波纹类零件内表面质量自动化检测装置的制作方法
本发明涉及智能检测,具体地,涉及一种波纹类零件内表面质量自动化检测装置。
背景技术:
1、波纹类零件作为功能性弹性元件,其内表面质量对其强度等性能指标、内部传输介质的纯度的影响极为重要。因此,波纹类零件内表面质量的检测工作极为重要。与零件外表面相比,内表面的检测更加困难,原因是受到活动空间的限制,操作不便,检测过程更加繁琐,尤其是对于波纹类零件内表面的检测难度更大。
2、目前,针对波纹类零件内表面质量检测主要是通过“工业内窥镜+肉眼直接观察”法进行。内窥镜主要有两种,电子内窥镜和光学内窥镜,与光学内窥镜相比,电子内窥镜具有更高的放大倍率和更高的细节展示能力,因此在一些细微领域的检测和观察中被广泛应用。目前“工业内窥镜+肉眼直接观察”法在生产实践中已暴露出大量的缺点,如:人工经验依赖性强、劳动强度大、检测效率低、无法适应规模化、大批量的工业流水线生产、无法实现标准化检测等。
3、针对上述问题,本申请结合现代检测技术中所要求的高精度、非接触、智能化等特点,以及机器视觉、数字图像处理、计算机处理系统等技术,设计并开发波纹类零件内表面质量自动化检测方法与装置,实现工业自动化实时检测,提高检测效率和质量。
4、公开号为cn208000748u的专利文献公开了一种用于回转体零件内表面无损检测的扫查器,该扫查器中周向驱动电机安装在基座上盖上,并可驱动安装在基座上盖中心轴线方向的中空旋转轴转动;在基座壳体内分布安装有上定位环,在基座壳体的下方设有底座,并在底座上设有下定位环,通过底座与基座壳体的上下移动,带动下定位环相对于上定位环上升或下降,实现安装基座与待检测回转体零件的定位安装;涡流检查及视频检查设备位于回转体零件的内壁中,利用周向驱动电机驱动涡流检查模块或视频检查模块旋转进行检查。但是该专利文献仍然存在检测效率低、无法适应规模化、大批量的工业流水线生产、无法实现标准化检测的缺陷。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种波纹类零件内表面质量自动化检测装置。
2、根据本发明提供的一种波纹类零件内表面质量自动化检测装置,包括:控制系统、自动上下料组件、自动化柔性装夹旋转组件、检测组件、标准容器组件、机架组件、图像采集与处理系统以及显示组件;
3、所述自动上下料组件、所述自动化柔性装夹旋转组件、所述检测组件、所述图像采集与处理系统以及所述显示组件均与所述控制系统相连;
4、所述自动上下料组件用于移动工件,所述自动化柔性装夹旋转组件用于带动工件旋转,所述检测组件用于获取工件内表面图像,所述标准容器组件用于承载和定位工件。
5、优选的,所述自动上下料组件包括第一机械手、第一转接板、第一夹爪以及第一夹持部;
6、所述第一夹爪的一端通过所述第一转接板连接设置在所述第一机械手上,所述第一夹持部连接设置在所述第一夹爪远离所述第一机械手的一端,所述第一夹爪带动所述第一夹持部夹紧工件。
7、优选的,所述自动上下料组件还包括第一力扭矩传感器和工业相机;
8、所述第一力扭矩传感器设置在所述第一机械手的末端,所述第一力扭矩传感器用于检测所述第一机械手末端的力和扭矩;
9、所述工业相机通过所述第一转接板连接设置在所述第一机械手的末端,所述工业相机用于移料过程中识别所述标准容器组件内有无工件。
10、优选的,所述第一夹持部上设置有第一弹性管。
11、优选的,所述自动化柔性装夹旋转组件包括直驱马达、第二转接板、第二夹爪以及第二夹持部;
12、所述直驱马达通过所述第二转接板与所述第二夹爪连接设置,所述第二夹持部设置在所述第二夹爪远离所述直驱马达的一端,所述第二夹爪带动所述第二夹持部夹紧工件。
13、优选的,所述第二转接板上设置有导电滑环;
14、所述导电滑环的一端导线连接所述第二夹爪,所述导电滑环的另一端导线固定在所述机架组件上连通夹爪驱动器。
15、优选的,所述第二夹持部上设置有第二弹性管。
16、优选的,所述检测组件包括第二机械手、第三转接板、固定环、光源以及电子内窥镜组件;
17、所述第三转接板设置在所述第二机械手的末端,所述电子内窥镜组件通过所述固定环连接设置在所述第三转接板上,所述光源设置所述电子内窥镜组件的检测端。
18、优选的,所述检测组件还包括第二力扭矩传感器;
19、所述第二力扭矩传感器设置在所述第二机械手的末端,所述第二力扭矩传感器用于检测所述第二机械手末端的力和扭矩。
20、优选的,所述标准容器组件包括上料箱、中转箱以及下料箱;
21、所述上料箱、所述中转箱以及所述下料箱呈l型分布设置,所述上料箱用于放置待检的工件,所述中转箱用于放置检测不合格和不确定的工件,所述下料箱用于放置检测合格的工件。
22、与现有技术相比,本发明具有如下的有益效果:
23、1、本发明设计了自动上下料组件,代替人工进行上下料操作,且在下料过程中,将合格与不合格品区分到不同的料箱,有效地解放了人力;
24、2、本发明设计了自动化检测组件,代替人工采用“工业内窥镜+肉眼直接观察”的方法进行波纹类零件内表面质量检测,提升了检测的效率与质量;
25、3、本发明设计了自动化柔性装夹组件,可自动装夹不同口径不同长度的工件并旋转,代替人工手持及旋转工件的操作,有效降低了工人的劳动强度;
26、4、本发明设计了标准容器,成“l”型布局,布局紧凑,同时可以为工件提供粗定位功能,便于自动上下料组件移动工件,以缩短工件流转的路线,提升工件流转效率,以适应规模化、批量化的生产模式。
技术特征:
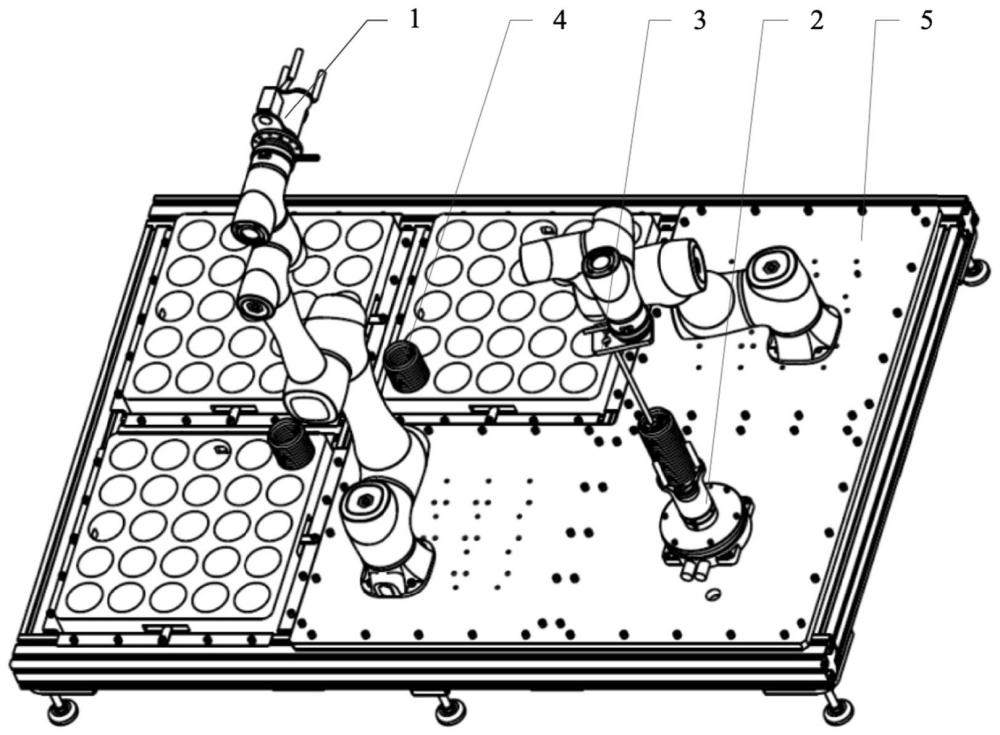
1.一种波纹类零件内表面质量自动化检测装置,其特征在于,包括:控制系统、自动上下料组件(1)、自动化柔性装夹旋转组件(2)、检测组件(3)、标准容器组件(4)、机架组件(5)、图像采集与处理系统以及显示组件;
2.根据权利要求1所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述自动上下料组件(1)包括第一机械手(101)、第一转接板(103)、第一夹爪(104)以及第一夹持部(105);
3.根据权利要求2所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述自动上下料组件(1)还包括第一力扭矩传感器(102)和工业相机(107);
4.根据权利要求2所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述第一夹持部(105)上设置有第一弹性管(106)。
5.根据权利要求1所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述自动化柔性装夹旋转组件(2)包括直驱马达(201)、第二转接板(202)、第二夹爪(203)以及第二夹持部(204);
6.根据权利要求5所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述第二转接板(202)上设置有导电滑环(206);
7.根据权利要求5所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述第二夹持部(204)上设置有第二弹性管(205)。
8.根据权利要求1所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述检测组件(3)包括第二机械手(301)、第三转接板(303)、固定环(304)、光源(305)以及电子内窥镜组件(306);
9.根据权利要求8所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述检测组件(3)还包括第二力扭矩传感器(302);
10.根据权利要求1所述的波纹类零件内表面质量自动化检测装置,其特征在于,所述标准容器组件(4)包括上料箱(401)、中转箱(402)以及下料箱(403);
技术总结
本发明提供了一种波纹类零件内表面质量自动化检测装置,包括:控制系统、自动上下料组件、自动化柔性装夹旋转组件、检测组件、标准容器组件、机架组件、图像采集与处理系统以及显示组件;所述自动上下料组件、所述自动化柔性装夹旋转组件、所述检测组件、所述图像采集与处理系统以及所述显示组件均与所述控制系统相连;所述自动上下料组件用于移动工件,所述自动化柔性装夹旋转组件用于带动工件旋转,所述检测组件用于获取工件内表面图像,所述标准容器组件用于承载和定位工件。本发明可实现波纹类零件的自动上下料、自动化柔性装夹、内表面图像的自动采集、处理与判别,可适应规模化、大批量的工业流水线生产模式。
技术研发人员:王娜,叶顺坚,徐爱杰,袁杏,陈凯,刘星,金牛牛,郑凯,罗益民
受保护的技术使用者:上海航天精密机械研究所
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!