一种测量D形头螺栓杆部跳动量工装及其使用方法与流程
本发明属于工装,具体来说涉及一种测量d形头螺栓杆部跳动量工装,同时还涉及该工装的使用方法。
背景技术:
1、用测量设备测量d形头螺栓杆部的跳动量时,要求d形头螺栓的轴线与测量设备的检测轴线基本重合,否则无法准确测量螺栓杆部的跳动量。现有技术测量d形头螺栓时,需要人工手动反复调整d形头螺栓的轴线位置,才能使之逐步靠近测量设备的检测轴线直至基本重合,再固定d形头螺栓的位置,然后进行测量。该方法由于需要人工手动调整每颗受测量d形头螺栓的轴线位置,时间长,速度慢,受人工手动调整d形头螺栓因素影响,测量误差较大,效率低。
技术实现思路
1、本发明的目的在于克服上述缺点而提供一种不需要重复人工手动定位,自动定位,时间短,速度快,定位准确,测量误差小,效率高的测量d形头螺栓杆部跳动量的工装及其使用方法。
2、本发明的目的及解决其主要技术问题是采用以下技术方案来实现的:
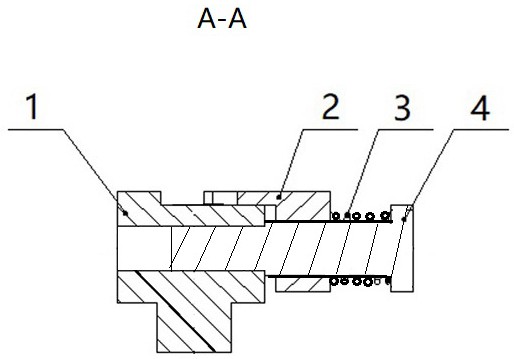
3、本发明的一种测量d形头螺栓杆部跳动量工装,包括底座、 夹块、 弹簧、支撑轴,其特征在于;支撑轴分别套上弹簧、夹块拧入底座上设置的螺纹孔内,夹块一端插入底座上面设置的t字形凹槽内。
4、所述夹块一端头设置有八字形凹槽,夹块可在底座上面设置的t字形凹槽内移动。
5、所述夹块可在支撑轴上移动。
6、本发明的一种测量d形头螺栓杆部跳动量的工装的使用方法,其特征在于;包括以下步骤;
7、1)安装底座;
8、将底座下端的小圆柱体固定在测量设备上,并使底座的轴线重合测量设备检测轴的轴线;
9、2)固定住d形头螺栓;
10、向一端拉动夹块让出空间并保持,将被测量d形头螺栓竖立,d形头部放入底座上面设置的t字形凹槽和夹块八字形凹槽之间,松开夹块,弹簧推动夹块向另一端移动,八字形凹槽接触d形头部的圆弧部分,推动螺栓向另一端移动,直至d形头螺栓d形头部的直端面贴实底座上面设置的t字形凹槽的直端面,夹块八字形凹槽小端起到定心作用,使d形头螺栓的轴线与底座的轴线重合,进而与检测仪器的轴线重合并压实固定住d形头螺栓,即可进行测量;
11、3)卸料;
12、测量完成,向一端拉动夹块,d形头螺栓就可松开取出。
13、本发明与现有技术相比,具有明显的有益效果;从以上技术方案可知:通过在支撑轴分别套上弹簧、夹块拧入底座上设置的螺纹孔内,夹块一端插入底座上面设置的t字形凹槽内。支撑轴上分别套上弹簧、夹块,支撑轴其螺纹端旋入底座的螺纹孔并旋紧,弹簧两端分别抵住支撑轴大头台阶的端面和夹块的端面,同时夹块前面凸出部分插入底座大端面上两个小凸台之间的t字形凹槽内。将底座下面的小圆柱体固定在测量设备上,并使底座的轴线重合测量设备检测的轴线。向右适量拉动夹块让出空间并保持,将被测量d形头螺栓竖立,d形头部放入底座大圆柱体上面设置的t字形凹槽内和夹块八字形凹槽之间,松开夹块,弹簧推动夹块向左运动,夹块八字形凹槽接触工件d形头部的圆弧部分,推动螺栓向一端运动,直至螺栓 d形头部的直端面贴实底座t字形凹槽的直端面,夹块八字形凹槽小端起到定心作用,使d形头螺栓的轴线与底座的轴线重合,进而与检测仪器的轴线重合并压实固定住d形头螺栓,即可进行测量。测量完成,向右适量拉动夹块,螺栓就可松开取出。本发明实现了测量时d形头螺栓的轴线与测量设备检测的轴线自动重合,定位准确、快捷,测量误差较小,螺栓安装、拆卸简便、效率高。本发明只要根据螺栓的头部形状,改变底座端面上凸台的形状和位置,就可适用于各种头部形状的螺栓的同类尺寸的测量。实现了不需要重复人工手动定位,自动定位,时间短,速度快,定位准确,测量误差小,效率高。
技术特征:
1. 一种测量d形头螺栓杆部跳动量工装,包括底座(1)、 夹块(2)、 弹簧(3)、支撑轴(4),其特征在于;支撑轴(4)分别套上弹簧(3)、夹块(2)拧入底座(1)上设置的螺纹孔内,夹块(2)一端插入底座(1)上面设置的t字形凹槽内。
2.如权利要求1所述的一种测量d形头螺栓杆部跳动量工装,其特征在于;所述夹块(2)一端头设置有八字形凹槽,夹块(2)可在底座(1)上面设置的t字形凹槽内移动。
3.如权利要求1所述的一种测量d形头螺栓杆部跳动量工装,其特征在于;所述夹块(2)可在支撑轴(4)上移动。
4.一种测量d形头螺栓杆部跳动量的工装的使用方法,其特征在于;包括以下步骤;
技术总结
本发明公开了一种测量D形头螺栓杆部跳动量工装,包括底座(1)、夹块(2)、弹簧(3)、支撑轴(4),其特征在于;支撑轴(4)分别套上弹簧(3)、夹块(2)拧入底座(1)上设置的螺纹孔内,夹块(2)一端插入底座(1)上面设置的T字形凹槽内。一种测量D形头螺栓杆部跳动量的工装的使用方法,其特征在于;包括以下步骤;安装底座,固定住D形头螺栓,卸料,本发明不需要重复人工手动定位,自动定位,时间短,速度快,定位准确,测量误差小,效率高。
技术研发人员:刘长军,李艺
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!