用于复合材料叶片超声自动扫描的旋转装置的制作方法
本发明属于无损检测,具体是涉及一种用于复合材料叶片超声自动扫描的旋转装置。
背景技术:
1、复合材料因其具有许多优越性能,不断在航空航天等重要领域得到广泛应用。由于质量和安全原因,复合材料制件的质量检测与内部缺陷表征、评估与无损检测非常重要,特别批量生产中复合材料制件质量控制,超声自动化检测方法越来越多地被用于复合材料制件的无损检测。复合材料叶片是目前在航空发动机中得到批量装机的重要复合材料制件,超声是目前复合材料叶片主要无损检测方法,为了提高检测的可靠性和检测结果的准确性,要求采用采用超声自动化扫描检测方法。
2、由于复合材料叶片几何形状异常复杂,在实现超声自动扫描检测时,首先需要确定和固定被检测叶片的位置和姿态,然后根据被检测叶片的几何形状,生成有效的超声扫描轨迹,当被检测叶片的位置和姿态不合理时,会造成不能生成有效的超声扫描轨迹,从而会造成超声设备不能实现叶片测自动扫描检测,然后,需要通过检测工装不断调整被检测叶片的位置和姿态,直到能生成有效的超声扫描轨迹和能够实现超声直到扫描检测为止,非常耗时,超声扫描轨迹生成后,一旦在后续实施叶片超声直到扫描时,叶片装卡过程中出现位置和姿态变化时,则会影响超声直到扫描检测效果和检测的准确性,轻则会重新生成超声扫描轨迹,重则可能会造成叶片与探头的碰撞,进而损坏叶片和超声设备。对于批量复合材料叶片超声自动扫描检测,为了提高检测效率,避免叶片装卡过程中出现位置和姿态变化对超声自动扫描检测的影响,急需通过采用专门的超声自动扫描检测工装技术,实现复合材料叶片超声自动化扫描的准确和快捷装卡,提高复合材料叶片的自动化扫描检测效率和检测安全性。
3、目前在进行复合材料叶片超声自动扫描检测时,通过采用多点机械夹持方式,通过多次调节各个机械夹持点,由检测人员手工调节被检测叶片的摆放位置和姿态,直到通过超声扫描设备能够生成有效的扫描轨迹为止,其主要不足是:
4、1)人工手动调节工作量非常大,特别是首次调节,盲目性大;
5、2)在多件叶片检测时,非常容易出现前后两次检测时叶片装卡位置和姿态不一致,造成超声扫描结果的偏离,从而影响超声检测结果的准确性;
6、3)每次更换叶片时,需要对多点机械夹持部位操作,工作量大,装卡效率低,影响超声检测效率;
7、4)在装卡过程中容易引起叶片位置和姿态变化,影响超声检测结果准确性,容易造成漏检和误判,从而使检测可靠性下降,难以满足批产过程中复合材料叶片无损检测要求。
技术实现思路
1、(一)要解决的技术问题
2、本发明主要针对以上问题,提出了一种用于复合材料叶片超声自动扫描的旋转装置,其目的是解决如何实现复合材料叶片的快速装卡和固支定位,以显著提高复合材料叶片快速装卡准确性的问题。
3、(二)技术方案
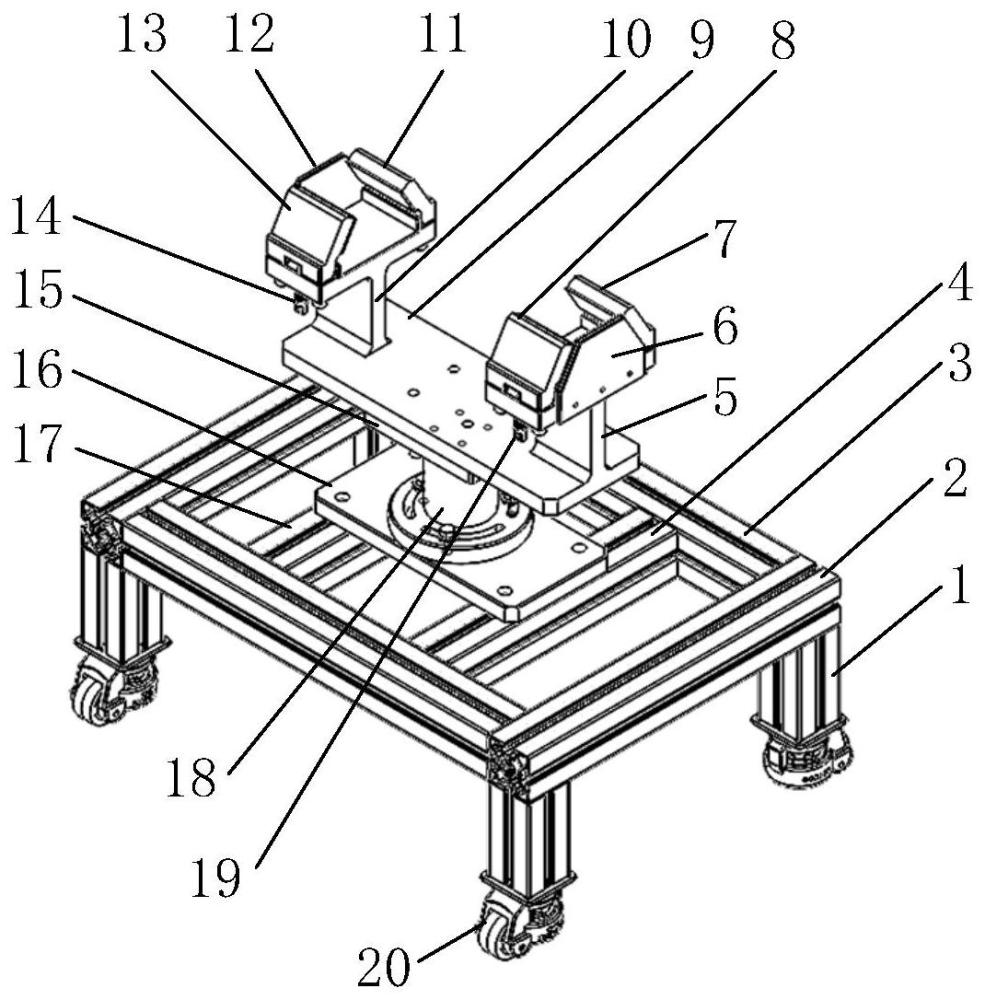
4、为实现上述目的,本发明提供了一种用于复合材料叶片超声自动扫描的旋转装置,包括:
5、支撑机构,其下端安装有可以移动和锁紧的固定轮;
6、旋转机构,其通过下连接板与所述支撑机构连接,所述旋转机构包括旋转座,所述旋转座的下端加工有圆形凸台,在该圆形凸台圆周加工有圆弧通槽,与下连接板上的锁紧螺栓配合,以固定连接所述下连接板;
7、装卡机构,其通过上连接板与所述旋转座连接,所述装卡机构包括夹头底座、左装卡部件和右装卡部件;所述夹头底座与所述旋转座固定连接,在所述夹头底座的两侧对称设置有结构相同的左装卡部件和右装卡部件,其中,
8、所述左装卡部件包括左夹持立梁、左后锁紧板、左侧挡板、左前锁紧板;所述左夹持立梁的一端固定连接所述夹头底座,另一端沿水平方向延伸形成与上连接板平行的第一水平凸台,所述左后锁紧板和左前锁紧板呈对称方式通过锁紧螺栓安装在所述第一水平凸台的两侧,所述左侧挡板位于所述左后锁紧板和左前锁紧板之间,且通过锁紧螺栓安装在所述第一水平凸台的外侧;
9、所述右装卡部件包括右夹持立梁、右后锁紧板、右侧挡板、右前锁紧板;所述右夹持立梁的一端固定连接所述夹头底座,另一端沿水平方向延伸形成与上连接板平行的第二水平凸台,所述右后锁紧板和右前锁紧板呈对称方式通过锁紧螺栓安装在所述第二水平凸台的两侧,所述右侧挡板位于所述右后锁紧板和右前锁紧板之间,且通过锁紧螺栓安装在所述第二水平凸台的外侧;
10、其中,所述左后锁紧板和左前锁紧板、以及右后锁紧板和右前锁紧板均由竖直段和倾斜段连接而成,呈对称设置的所述左后锁紧板和左前锁紧板的倾斜段、以及右后锁紧板和右前锁紧板的倾斜段分别相向设置。
11、进一步地,所述右夹持立梁、夹头底座、左夹持立梁由矩形块加工而成,所述夹头底座的中部开设有螺栓孔,与所述上连接板螺接固定。
12、进一步地,所述右后锁紧板、右前锁紧板、左后锁紧板、左前锁紧板内侧装有软质保护层。
13、进一步地,所述支撑机构包括:
14、垂直支撑部件,所述垂直支撑部件由四根轻质防锈材料加工成矩形或圆柱形的垂直支柱构成;
15、水平支撑部件,所述水平支撑部件由两根右水平梁、两根后水平梁、一根右内水平梁、一根左内水平梁组成,彼此通过两端匹配连接固定;
16、所述垂直支撑部件与水平支撑部件通过垂直支柱上端与右水平梁下端匹配连接固定。
17、进一步地,所述旋转座由轻质材料圆棒加工而成。
18、进一步地,所述第一水平凸台和第二水平凸台平行,且安装在同一水平面。
19、进一步地,所述左侧挡板和右侧挡板为等腰梯形。
20、进一步地,所述圆弧通槽的数量为三个。
21、(三)有益效果
22、与现有技术相比,本发明提供的一种用于复合材料叶片超声自动扫描的旋转装置,通过支撑机构、旋转机构和装卡机构的组合,实现了复合材料叶片的快速装卡和固支定位。该装置具有夹持立梁、锁紧板和挡板等部件,通过松开和锁紧相应部件,可以方便地进行叶片的装卸操作。同时,装置中的倾斜段和基准面的设计保证了叶片再次装卡时位置和姿态的一致性,避免了叶片位置和姿态的变化。与现有技术相比,该旋转装置能够显著提高复合材料叶片快速装卡的准确性,不会出现前后两次检测时叶片装卡位置和姿态不一致造成超声扫描结果偏离问题,在叶片装卡过程中不会引起叶片位置和姿态变化,更有利于保证超声检测结果准确性,避免叶片装卡位置和姿态变化带来的漏检和误判,更有利于提高复合材料叶片内部缺陷的超声检测可靠性,更加适合批产过程中复合材料叶片快速超声自动检测与缺陷评定。
技术特征:
1.一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,包括:
2.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述右夹持立梁、夹头底座、左夹持立梁由矩形块加工而成,所述夹头底座的中部开设有螺栓孔,与所述上连接板螺接固定。
3.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述右后锁紧板、右前锁紧板、左后锁紧板、左前锁紧板内侧装有软质保护层。
4.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述支撑机构包括:
5.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述旋转座由轻质材料圆棒加工而成。
6.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述第一水平凸台和第二水平凸台平行,且安装在同一水平面。
7.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述左侧挡板和右侧挡板为等腰梯形。
8.根据权利要求1所述的一种用于复合材料叶片超声自动扫描的旋转装置,其特征在于,所述圆弧通槽的数量为三个。
技术总结
本发明属于无损检测技术领域,具体是涉及一种用于复合材料叶片超声自动扫描的旋转装置。这个装置主要由三部分组成:支撑机构、旋转机构和装卡机构。支撑机构底部装有可移动且可锁定的固定轮。旋转机构通过下连接板与支撑机构相连,包含一个旋转座,其下端有圆形凸台和圆弧通槽,用于与下连接板的锁紧螺栓配合,实现固定。装卡机构通过上连接板与旋转座连接,包括夹头底座、左右装卡部件。夹头底座两侧分别对称设置有结构相同的左右装卡部件。每个装卡部件由夹持立梁、后锁紧板、侧挡板和前锁紧板组成。这些部件通过螺栓在水平凸台上安装,倾斜段相向设置。此装置提高了复合材料叶片装卡的准确性,确保了超声扫描结果的一致性。
技术研发人员:刘菲菲,田铁兵,刘松平,杨玉森,李治应
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!