一种快速定位检测小型管件的设备及其检测方法与流程
本发明属于管件外观检测,涉及一种快速定位检测小型管件的设备及其检测方法。
背景技术:
1、现有的小型管件在外观检测过程中,需要人工配以手电筒打光辅助,进行肉眼判定,重复循环此道生产工序,需要投入大量的人力,且生产效率低下,因此亟需一种自动化的检测设备以替代人工检测。
技术实现思路
1、为了解决现有技术中存在的上述技术问题,本发明提出了一种快速定位检测小型管件的设备及其检测方法,其具体技术方案如下:
2、一种快速定位检测小型管件的设备,包括上料模块、取料模块、检测模块和筛料模块,所述上料模块用于持续输送待检测管件给取料模块,所述取料模块用于夹取并运送管件至检测模块或筛料模块,所述检测模块用于对待检测管件进行检测,所述筛料模块用于对已检测管件进行筛选;
3、所述检测模块包括定位工装和检测相机,检测相机用于对管件进行全方位立体拍摄,定位工装用于定位放置和旋转管件;
4、所述取料模块包括同步移动的第一夹爪和第二夹爪,所述第一夹爪用于将待检测管件夹取运送至定位工装,所述第二夹爪用于从定位工装处将已检测管件夹取运送至筛料模块。
5、进一步的,所述检测相机包括设置在定位工装侧边区域的外壁拍摄相机和设置在第一夹爪运送待检测管件至定位工装所途径的区域的端面拍摄相机。
6、进一步的,所述外壁拍摄相机用于获取位于定位工装上的管件的外壁图像;所述端面拍摄相机至少有两台,分别用于获取途径该区域的管件的上端面图像和下端面图像。
7、进一步的,所述定位工装,包括:旋转电机和工位台,工位台的台面开设有轴孔,所述旋转电机位于台面下方,其旋转轴穿过轴孔,所述旋转轴上设置有与管件内径尺寸匹配设置的卡紧轴,所述卡紧轴用以定位旋转管件。
8、进一步的,所述取料模块还包括支架以及与支架上下滑动连接的无杆气缸,所述第一夹爪和第二夹爪均固定安装在无杆气缸的移动滑台上。
9、进一步的,所述第一夹爪和第二夹爪均由纵向滑台气缸、横向滑台气缸、手指气缸构成;所述纵向滑台气缸固定安装在无杆气缸的移动滑台上;所述横向滑台气缸位于纵向滑台气缸的下方并与其纵向移动的滑台固定连接;所述手指气缸位于整体夹爪的底部末端,其固定安装在横向滑台气缸的移动滑台上。
10、进一步的,所述上料模块包括振动盘、直振、分料台,所述振动盘的出料口与所述直振的进料口配置连接,所述分料台位于直振的出料口处并安装有分料气缸,所述分料气缸的导向杆将待检测管件引导进入分料台上的指定夹取位置。
11、进一步的,所述筛料模块包括筛料气缸、次品盒和良品袋,所述次品盒安装连接在筛料气缸伸缩杆端部,所述良品袋设置在所述次品盒和的下方对应处。
12、进一步的,还配备视觉检测系统,用以对检测相机拍摄的图像进行分析,输出管件为良品和次品的检测结果。
13、一种采用所述的快速定位检测小型管件的设备进行管件检测的方法,包括:
14、步骤一,开启设备,配置设备参数,倒入待检测管件至振动盘;
15、步骤二,待检测管件由直振排列运送至分料台,经分料气缸的导向杆引导进入分料台上的指定夹取位置;
16、步骤三,第一夹爪和第二夹爪同时位移,分别夹取位于分料台的待检测管件和位于工位台处卡紧轴上的已检测管件,所述待检测管件被第一夹爪夹取运送至工位台卡紧轴处,且由端面拍摄相机拍摄途径管件的上下两端面图像;同时,第二夹爪将已检测管件运送至筛料模块,筛料模块根据视觉检测系统的分析结果,通过筛料气缸的控制,采用次品盒与良品袋接取对应管件;
17、步骤四,第一夹爪和第二夹爪复位,同时位于卡紧轴上的管件通过旋转电机控制转动,并由外壁拍摄相机拍摄获取该管件的外壁图像,至此完成管件全方位图像,最后由视觉检测系统分析输出结果。
18、本发明能够大大减少人工成本,降低了生产难度,并有效提升了生产效率。
技术特征:
1.一种快速定位检测小型管件的设备,包括上料模块、取料模块、检测模块和筛料模块,所述上料模块用于持续输送待检测管件给取料模块,所述取料模块用于夹取并运送管件至检测模块或筛料模块,所述检测模块用于对待检测管件进行检测,所述筛料模块用于对已检测管件进行筛选;
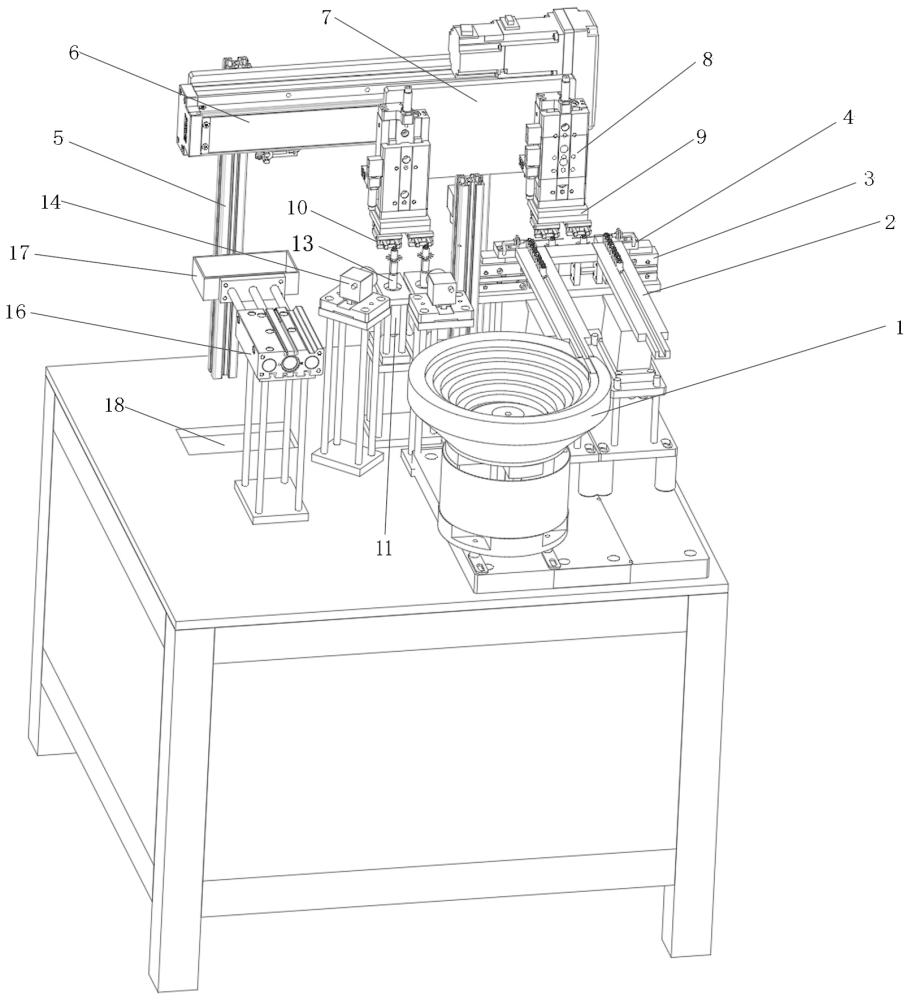
2.如权利要求1所述的一种快速定位检测小型管件的设备,其特征在于,所述检测相机包括设置在定位工装侧边区域的外壁拍摄相机(14)和设置在第一夹爪运送待检测管件至定位工装所途径的区域的端面拍摄相机(15)。
3.如权利要求2所述的一种快速定位检测小型管件的设备,其特征在于,所述外壁拍摄相机(14)用于获取位于定位工装上的管件的外壁图像;所述端面拍摄相机(14)至少有两台,分别用于获取途径该区域的管件的上端面图像和下端面图像。
4.如权利要求1所述的一种快速定位检测小型管件的设备,其特征在于,所述定位工装,包括:旋转电机(11)和工位台(12),工位台(12)的台面开设有轴孔,所述旋转电机(11)位于台面下方,其旋转轴穿过轴孔,所述旋转轴上设置有与管件内径尺寸匹配设置的卡紧轴(13),所述卡紧轴(13)用以定位旋转管件。
5.如权利要求1所述的一种快速定位检测小型管件的设备,其特征在于,所述取料模块还包括支架(5)以及与支架(5)上下滑动连接的无杆气缸(6),所述第一夹爪和第二夹爪均固定安装在无杆气缸(6)的移动滑台(7)上。
6.如权利要求5所述的一种快速定位检测小型管件的设备,其特征在于,所述第一夹爪和第二夹爪均由纵向滑台气缸(8)、横向滑台气缸(9)、手指气缸(10)构成;所述纵向滑台气缸(8)固定安装在无杆气缸(6)的移动滑台(7)上;所述横向滑台气缸(9)位于纵向滑台气缸(8)的下方并与其纵向移动的滑台固定连接;所述手指气缸(10)位于整体夹爪的底部末端,其固定安装在横向滑台气缸(9)的滑台上。
7.如权利要求1所述的一种快速定位检测小型管件的设备,其特征在于,所述上料模块包括振动盘(1)、直振(2)、分料台(3),所述振动盘(1)的出料口与所述直振(2)的进料口配置连接,所述分料台(3)位于直振(2)的出料口处并安装有分料气缸(4),所述分料气缸(4)的导向杆将待检测管件引导进入分料台(3)上的指定夹取位置。
8.如权利要求1所述的一种快速定位检测小型管件的设备,其特征在于,所述筛料模块包括筛料气缸(16)、次品盒(17)和良品袋(18),所述次品盒(17)安装连接在筛料气缸(16)伸缩杆端部,所述良品袋(18)设置在所述次品盒(17)的下方对应处。
9.如权利要求1所述的一种快速定位检测小型管件的设备,其特征在于,还配备视觉检测系统,用以对检测相机拍摄的图像进行分析,输出管件为良品和次品的检测结果。
10.一种采用权利要求1至9任意一项所述的一种快速定位检测小型管件的设备的管件检测方法,其特征在于,包括:
技术总结
本发明属于管件外观检测技术领域,涉及一种快速定位检测小型管件的设备及其检测方法,该设备包括上料模块、取料模块、检测模块、筛料模块,所述上料模块用于持续输送待检测管件给取料模块,所述取料模块用于夹取并运送管件至检测模块或筛料模块,所述检测模块用于对待检测管件进行检测,所述筛料模块用于对已检测管件进行筛选。取料模块和筛料模块可采用程序控制执行,检测模块则可配备对应视觉检测系统,进行视觉图像分析,输出结果。本发明能够大大减少人工成本,降低了生产难度,并有效提升了生产效率。
技术研发人员:杨冠军,叶伟军,顾祯飙
受保护的技术使用者:浙江湾区机器人技术有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!