一种空间交叉轴的垂直度检测装置及检测方法与流程
本发明涉及一种空间交叉轴的垂直度检测装置及检测方法,属于机械精度检测。
背景技术:
1、公司批量产品c5112系列小立车的进给箱i、ii轴为空间交叉垂直轴,此结构为精密伞齿轮副啮合传动,该进给箱上i、ii轴有垂直度0.04mm的要求,同时i轴与其外端面有0.04mm的垂直度要求。由于常规方法无法进行此类空间交叉轴及端面垂直度的精度检测,所以单件生产时,该精度由公司三坐标进行检测,批量生产后三坐标负荷较困难。为解决这一测量难题,我们研制出一种空间交叉轴的垂直度检测装置及检测方法。
技术实现思路
1、为了解决上述现有技术存在的不足,本发明提供了一种空间交叉轴的垂直度检测装置及检测方法。
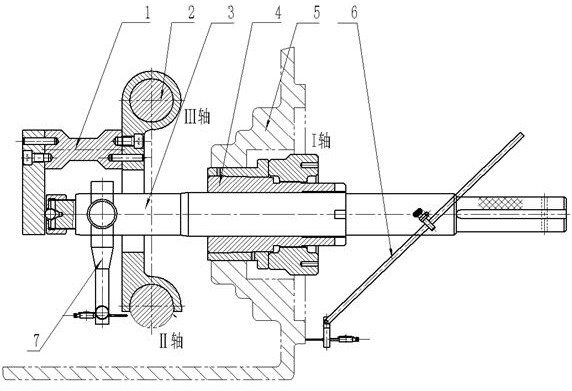
2、本发明解决其技术问题所采用的技术方案是:一种空间交叉轴的垂直度检测装置及检测方法,包括定位板组件、检棒组件、回转棒组件、涨套组件、端面测量组件和轴孔测量组件;检棒组件安装于进给箱体的ⅱ、ⅲ轴孔内,检棒组件上安装定位板组件,涨套组件安装于进给箱体的i轴孔内,涨套组件内设有顶在定位板组件上的回转棒组件,进给箱体外设有固定在回转棒组件的回转棒上的端面测量组件,进给箱体内设有固定在回转棒组件的回转棒上的轴孔测量组件。
3、进一步的,检棒组件由检棒、左检套、右检套组成,左检套与右检套分别安装于进给箱体的ⅱ、ⅲ轴的上下孔内,上下孔间均穿装有检棒,检棒上装定位板组件,定位板组件位于进给箱体的i轴正对位置;定位板组件由平支板、立支板、支板座、销钉、螺钉组成,支板座为带有圆孔和半圆孔的条形板,圆孔与半圆孔的中心距离由ⅱ、ⅲ轴轴心距确定,圆孔套在ⅲ轴上,半圆孔扣在ⅱ轴上,支板座上把合有立支板,立支板另一端通过销钉及螺钉把合平支板;涨套组件由涨套、锥套、螺母组成,将涨套安装于进给箱体的i轴孔内,安装锥套于涨套内,旋转螺母调整锥套与涨套位置进而调整与进给箱体的i轴孔间隙;回转棒组件由端盖、钢球、回转棒组成,回转棒穿装于i轴涨套组件上后,将端盖及钢球安装于回转棒端部,钢球从端盖中心部分外露,钢球一端位于回转棒端部锥孔内,另一端与平支板接触。
4、进一步的,端面测量组件上设有表头接触进给箱体端面的百分表a。
5、进一步的,轴孔测量组件上设有表头接触ⅱ轴检棒外圆母线的百分表b。
6、一种空间交叉轴的垂直度检测方法:
7、步骤1,将检棒组件安装在进给箱体的ⅱ、ⅲ轴孔内,同时将定位板组件提前置于待装位置,安装检棒于检套内;
8、步骤2,安装涨套组件于进给箱体的i轴孔内,穿装回转棒于涨套组件内,进给箱体内回转棒端部安装端盖及钢球;
9、步骤3,轴向移动回转棒组件至其钢球始终与定位板组件的平支板接触,锁紧涨套组件中螺母;
10、步骤4,将端面测量组件固定在进给箱体外的回转棒侧壁上,百分表a的表头打在进给箱体i轴的外端面上,归零;
11、步骤5,将轴孔测量组件安装于进给箱体内的回转棒上,百分表b的表头打在ⅱ轴检棒外圆的母线位置,归零;
12、步骤6,旋转回转棒,记录垂直度测量组件中百分表b在a、b两位置的最大数值并测量a、b两位置距离l,根据α=arcsin{[(a-b)/2]/(l/2)}计算ⅱ轴孔与i轴孔的垂直度误差α,同时记录百分表a数值为i轴及端面的垂直度误差,多次测量取平均值。
13、本发明的有益效果是:解决了产品进给箱体内空间交叉轴及轴端面的垂直度误差的检测问题,体积小巧、结构简单,方便批量产品的检测。也可用于其它具有相同、相似结构的调整及检测,具有结构简单,操作方便快捷,精度检测准确的特点。
技术特征:
1.一种空间交叉轴的垂直度检测装置,其特征在于:包括定位板组件(1)、检棒组件(2)、回转棒组件(3)、涨套组件(4)、端面测量组件(6)和轴孔测量组件(7);检棒组件(2)安装于进给箱体(5)的ⅱ、ⅲ轴孔内,检棒组件(2)上安装定位板组件(1),涨套组件(4)安装于进给箱体(5)的i轴孔内,涨套组件(4)内设有顶在定位板组件(1)上的回转棒组件(3),进给箱体(5)外设有固定在回转棒组件(3)的回转棒(303)上的端面测量组件(6),端面测量组件(6)上设有表头接触进给箱体(5)端面的百分表a(603),进给箱体(5)内设有固定在回转棒组件(3)的回转棒(303)上的轴孔测量组件(7),轴孔测量组件(7)上设有表头接触ⅱ轴检棒外圆母线的百分表b(703)。
2.根据权利要求1所述的一种空间交叉轴的垂直度检测装置,其特征在于:检棒组件(2)由检棒(202)、左检套(201)、右检套(203)组成,左检套(201)与右检套(203)分别安装于进给箱体(5)的ⅱ、ⅲ轴的上下孔内,上下孔间均穿装有检棒(202),检棒(202)上装定位板组件(1),定位板组件(1)位于进给箱体(5)的i轴正对位置;定位板组件(1)由平支板(101)、立支板(104)、支板座(105)、销钉(102)、螺钉(103)组成,支板座(105)为带有圆孔和半圆孔的条形板,圆孔与半圆孔的中心距离由ⅱ、ⅲ轴轴心距确定,圆孔套在ⅲ轴上,半圆孔扣在ⅱ轴上,支板座(105)上把合有立支板(104),立支板(104)另一端通过销钉(102)及螺钉(103)把合平支板(101);涨套组件(4)由涨套(401)、锥套(402)、螺母(403)组成,将涨套(401)安装于进给箱体(5)的i轴孔内,安装锥套(402)于涨套(401)内,旋转螺母(403)调整锥套(402)与涨套(401)位置进而调整与进给箱体(5)的i轴孔间隙;回转棒组件(3)由端盖(301)、钢球(302)、回转棒(303)组成,回转棒(303)穿装于i轴涨套组件(4)上后,将端盖(301)及钢球(302)安装于回转棒(303)端部,钢球(302)从端盖(301)中心部分外露,钢球(302)一端位于回转棒(303)端部锥孔内,另一端与平支板(101)接触。
3.一种基于权利要求1-2任一所述的一种空间交叉轴的垂直度的检测方法,其特征在于:
技术总结
本发明公开了一种空间交叉轴的垂直度检测装置及检测方法,属于机械精度检测技术领域。检棒组件安装于进给箱体的Ⅱ、Ⅲ轴孔内,检棒组件上安装定位板组件,涨套组件安装于进给箱体的I轴孔内,涨套组件内设有顶在定位板组件上的回转棒组件,进给箱体外设有固定在回转棒组件的回转棒上的端面测量组件,端面测量组件上设有表头接触进给箱体端面的百分表A,进给箱体内设有固定在回转棒组件的回转棒上的轴孔测量组件,轴孔测量组件上设有表头接触Ⅱ轴侧壁的百分表B。检测时,转动回转棒,观察百分表B在a、b两位置的数值和测量a、b两位置距离L,根据α=arcsin{[(a‑b)/2]/(L/2)},计算Ⅱ轴孔与I轴孔的垂直度偏差,同时记录百分表A数值为I轴及端面的垂直度误差。
技术研发人员:邢春艳,张文广,孙长龙,胡巍,徐壮,董立园,崔洪涛,申贵强
受保护的技术使用者:齐重数控装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!