一种检测台阶孔及槽跳动的检具及使用方法与流程
本发明涉及产品检测,尤其涉及一种检测台阶孔及槽跳动的检具及使用方法。
背景技术:
1、目前,在机械加工行业台阶孔和槽跳动量是产品加工中非常重要的尺寸,直接影响产品的质量和使用,如果跳动过大,会发生不能装配、不能密封、漏油等故障,有较高的失效风险。台阶孔和槽跳动量通过工艺保证,但检测非常麻烦,通用的检具或测量方法无法检测,现有技术为三坐标测量,一台三坐标价格近百万元,对检测人员要求很高,三坐标操作人员较为稀少。三坐标使用普通的测头无法测量,需要安装特殊十字测头检测,检测一个尺寸需要10分钟左右时间,检测耗时长,成本高,大批量生产时出现检测能力不足,导致生产成本增加,孔径小于20mm的零件测头无法进入测量,需要将零件切剖开测量,切剖测量的数据不准确,因此槽跳动检测工具和检测方法存在困难,大批量生产时出现检测能力不足,导致生产成本增加。
2、鉴于上述原因,现研发出一种检测台阶孔及槽跳动的检具及使用方法。
技术实现思路
1、本发明的目的是为了克服现有技术中的不足,提供一种检测台阶孔及槽跳动的检具及使用方法,使用时根据孔径大小、台阶孔大小、槽深度选择对应的尺寸的检具,可手持随时在产线上直接对产品进行测量,读取跳动值,十几秒就可出检测结果,使用方法简单,培训几分钟即可熟练操作,人员技能要求低,本检具制作简单,制造成本较低,使用方便,完全满足检测需要,提高工作效率,同时保证产品质量。
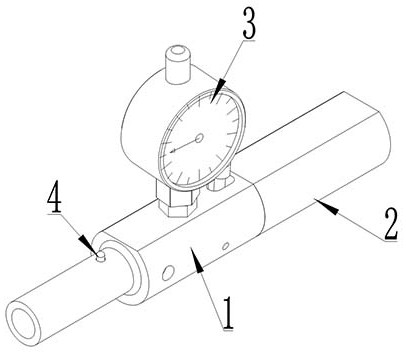
2、本发明为了实现上述目的,采用如下技术方案:一种检测台阶孔及槽跳动的检具,包括检具体,所述的检具体为后端敞开的空腔圆柱凸台结构,检具体上表面后部设置百分表,百分表的下端位于检具体内,检具体上表面前部与后端分别设置检测头安装孔、按压杆安装孔,所述的检测头安装孔、按压杆安装孔内分别设置检测头、按压杆,检具体内的中部轴向设置测量杆,测量杆的中部与检具体之间设置销轴,测量杆以销轴为中心转动,测量杆上表面前端设置安装孔,检测头的下端固定在安装孔内,测量杆下表面前端与检具体的内壁之间设置弹簧,百分表的下端与测量杆的上表面后端接触,测量杆后方设置顶块,顶块与检具体之间设置销轴,顶块以销轴为中心转动,顶块前端上表面与测量杆的后端下表面接触,顶块后端上表面设置螺纹孔,按压杆的下端与顶块的螺纹孔对应螺接,检具体的后端设置手柄,手柄与检具体之间设置固定螺栓,手柄通过固定螺栓与检具体连为一体。
3、进一步,所述的检测头为圆柱形,检测头的顶端面设置为向上凸起的圆面,检测头到销轴的距离与百分表到销轴的距离为1:1。
4、进一步,所述的检具体的空腔为对应检具体的圆柱凸台形结构。
5、进一步,所述的检具体的后端下表面设置长方形槽,顶块的下端位于长方形槽内。
6、进一步,所述的检具体前端导向部分与待检测孔滑动配合,检具体前端面设置为圆弧面。
7、一种检测台阶孔及槽跳动的检具的使用方法,使用时,手握住手柄,同时手指按压按压杆,按压杆带动顶块的后端以销轴为中心向下转动,由于顶块前端在测量杆后端下部,顶块推动测量杆后端向上运动,测量杆的前端带动检测头向检具体内部运动,将检测头缩进检具体中,这时将检具体的前端导向部分插入被测零件基准孔中,检具体的导向部分插到位后松开按压杆,检测头的上端在弹簧的作用下弹出检具体并与被测台阶孔或槽表面接触,这时读取检具上百分表的数值,或旋转百分表刻度盘将数值归零,手握手柄将检具旋转一周,检具带动检测头在孔或槽内旋转一周,百分表的数值会产生变化,偏离的最大值即为孔或槽的跳动值。
8、本发明的有益效果是:本发明使用时根据孔径大小、台阶孔大小、槽深度选择对应的尺寸的检具,可手持随时在产线上直接对产品进行测量,读取跳动值,十几秒就可出检测结果,使用方法简单,培训几分钟即可熟练操作,人员技能要求低,本检具制作简单,制造成本较低,使用方便,完全满足检测需要,提高工作效率,同时保证产品质量;本发明未详细介绍处为现有常用技术。
技术特征:
1.一种检测台阶孔及槽跳动的检具,包括检具体(1),其特征在于:所述的检具体(1)为后端敞开的空腔圆柱凸台结构,检具体(1)上表面后部设置百分表(3),百分表(3)的下端位于检具体(1)内,检具体(1)上表面前部与后端分别设置检测头安装孔、按压杆安装孔,所述的检测头安装孔、按压杆安装孔内分别设置检测头(4)、按压杆(8),检具体(1)内的中部轴向设置测量杆(5),测量杆(5)的中部与检具体(1)之间设置销轴,测量杆(5)以销轴为中心转动,测量杆(5)上表面前端设置安装孔,检测头(4)的下端固定在安装孔内,测量杆(5)下表面前端与检具体(1)的内壁之间设置弹簧(7),百分表(3)的下端与测量杆(5)的上表面后端接触,测量杆(5)后方设置顶块(6),顶块(6)与检具体(1)之间设置销轴,顶块(6)以销轴为中心转动,顶块(6)前端上表面与测量杆(5)的后端下表面接触,顶块(6)后端上表面设置螺纹孔,按压杆(8)的下端与顶块(6)的螺纹孔对应螺接,检具体(1)的后端设置手柄(2),手柄(2)与检具体(1)之间设置固定螺栓,手柄(2)通过固定螺栓与检具体(1)连为一体。
2.根据权利要求1所述的一种检测台阶孔及槽跳动的检具,其特征在于:所述的检测头(4)为圆柱形,检测头(4)的顶端面设置为向上凸起的圆面,检测头(4)到销轴的距离与百分表(3)到销轴的距离为1:1。
3.根据权利要求1所述的一种检测台阶孔及槽跳动的检具,其特征在于:所述的检具体(1)的空腔为对应检具体(1)的圆柱凸台形结构。
4.根据权利要求1所述的一种检测台阶孔及槽跳动的检具,其特征在于:所述的检具体(1)的后端下表面设置长方形槽,顶块(6)的下端位于长方形槽内。
5.根据权利要求1所述的一种检测台阶孔及槽跳动的检具,其特征在于:所述的检具体(1)前端导向部分与待检测孔滑动配合,检具体(1)前端面设置为圆弧面。
6.一种如权1所述的检测台阶孔及槽跳动的检具的使用方法,其特征在于:使用时,手握住手柄(2),同时手指按压按压杆(8),按压杆(8)带动顶块(6)的后端以销轴为中心向下转动,由于顶块(6)前端在测量杆(5)后端下部,顶块(6)推动测量杆(5)后端向上运动,测量杆(5)的前端带动检测头(4)向检具体(1)内部运动,将检测头(4)缩进检具体(1)中,这时将检具体(1)的前端导向部分插入被测零件基准孔中,检具体(1)的导向部分插到位后松开按压杆(8),检测头(4)的上端在弹簧(7)的作用下弹出检具体(1)并与被测台阶孔或槽表面接触,这时读取检具上百分表(3)的数值,或旋转百分表(3)刻度盘将数值归零,手握手柄(2)将检具旋转一周,检具带动检测头(4)在孔或槽内旋转一周,百分表(3)的数值会产生变化,偏离的最大值即为孔或槽的跳动值。
技术总结
一种检测台阶孔及槽跳动的检具及使用方法,检具体上表面后部设置百分表,检具体上设置检测头安装孔、按压杆安装孔,检测头安装孔、按压杆安装孔内分别设置检测头、按压杆,检具体内设置测量杆,测量杆与检具体之间设置销轴,测量杆面前端与检具体之间设置弹簧,测量杆后方设置顶块,顶块后端上表面设置螺纹孔,按压杆的下端与顶块的螺纹孔对应螺接,检具体的后端设置手柄;本发明可手持随时在产线上直接对产品进行测量,读取跳动值,十几秒就可出检测结果,使用方法简单,培训几分钟即可熟练操作,人员技能要求低,本检具制作简单,制造成本较低,使用方便,完全满足检测需要,提高工作效率,同时保证产品质量。
技术研发人员:王新乐,王永涝,焦洛洛
受保护的技术使用者:洛阳古城机械有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!