一种配合激光跟踪仪进行可旋转辊轴线测量工装的制作方法
本技术涉及测量,具体为一种配合激光跟踪仪进行可旋转辊轴线测量工装。
背景技术:
1、目前采用激光跟踪仪进行辊系测量的主要方法是对辊表面进行取点测量,然后拟合成圆柱,找到圆柱轴,通过圆柱轴的端点来确定胶辊的垂直度和水平度,使用这种方法进行测量的缺点是需要对辊表面进行多点位测量(至少测量12个测点),操作复杂,对测量人员操作水平要求极高。
2、中国授权公告号cn109590340b涉及工业测量技术领域,具体而言,涉及一种辊系轴线测量工具、系统及方法。辊系轴线测量工具包括底座、测量杆、第一反射球和第二反射球。所述底座包括相背的接触侧和安装侧。所述测量杆设置于所述安装侧上,且往远离所述接触侧的方向延伸。所述第一反射球和所述第二反射球设置于所述测量杆上,且所述第一反射球与所述第二反射球之间存在间隔。利用本发明实施例提供的辊系轴线测量工具、系统及方法进行辊系的位置精度测量不仅操作简单,而且测量结果具有较高的准确性。
3、上述专利中的辊系轴线测量工具的结构较为复杂,且计算方法也较为复杂,影响辊系轴线测量效率,为此,我们提出一种配合激光跟踪仪进行可旋转辊轴线测量工装。
技术实现思路
1、本实用新型的目的在于提供一种配合激光跟踪仪进行可旋转辊轴线测量工装,以解决上述背景技术中提出上述专利中的辊系轴线测量工具的结构较为复杂,且计算方法也较为复杂,影响辊系轴线测量效率的问题。
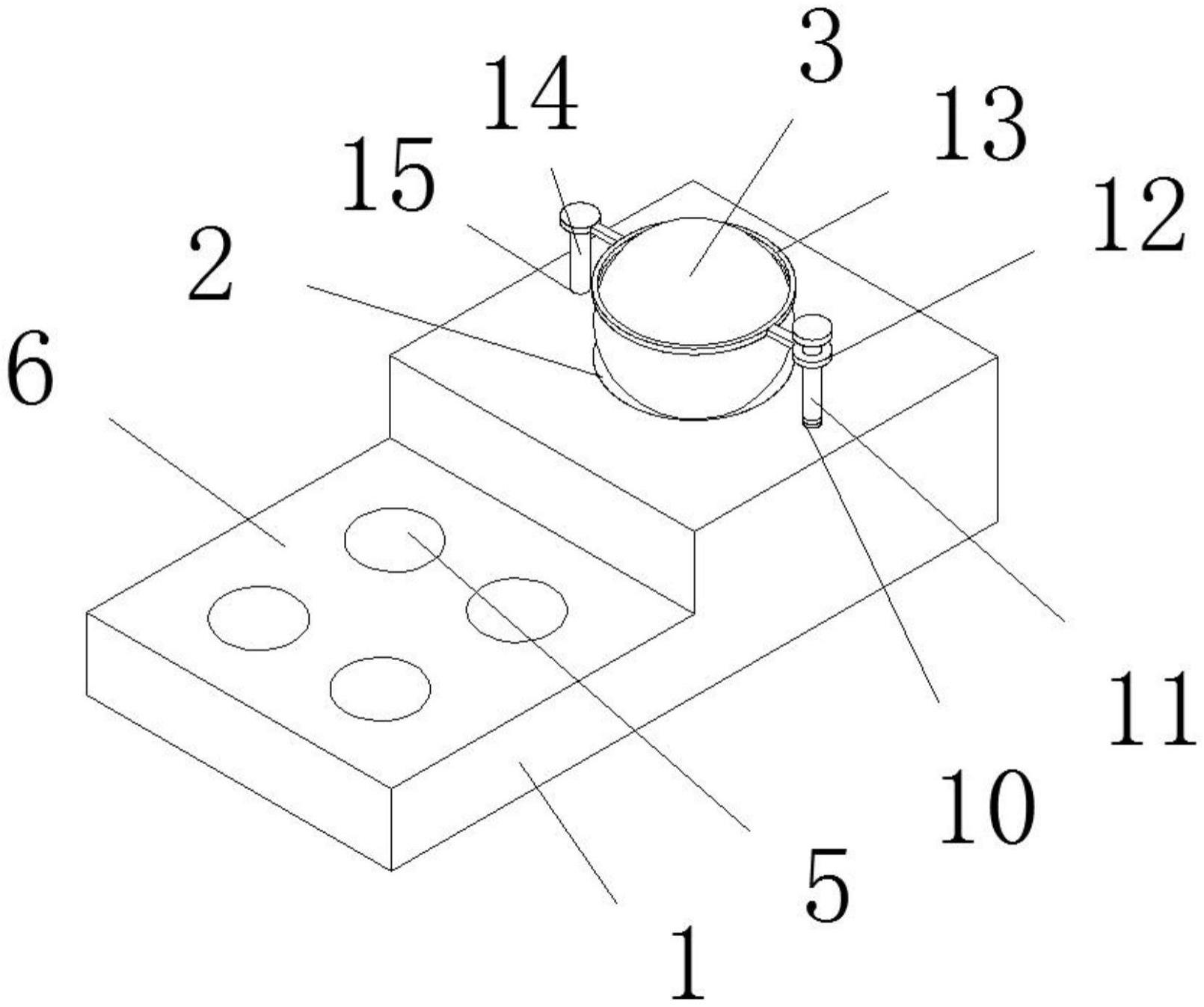
2、为实现上述目的,本实用新型提供如下技术方案:一种配合激光跟踪仪进行可旋转辊轴线测量工装,包括辊体,所述辊体的一侧安装有工装座,所述工装座的上方右侧开设有靶球接触面,所述靶球接触面的下方开设有落尘槽,所述落尘槽的内部安装有第二磁石柱,所述靶球接触面的内部安装有靶球本体;
3、顶面,其设置在所述工装座的上方左侧,所述工装座的下方设置有底面,所述工装座的内部安装有第一磁石柱。
4、优选的,所述工装座呈阶梯状结构,且顶面与底面平行。
5、优选的,所述靶球接触面呈环形状结构,且靶球接触面与靶球本体接触,并且靶球接触面与底面的夹角为45°。
6、优选的,所述落尘槽呈圆柱状结构,且第二磁石柱的直径尺寸小于落尘槽的直径尺寸,并且第二磁石柱的高度尺寸小于落尘槽的深度尺寸。
7、优选的,所述靶球接触面还设有:
8、螺纹孔,其开设在所述靶球接触面的前端,所述螺纹孔的内部螺纹安装有螺纹柱,所述螺纹柱的上方安装有轴承,所述轴承的后端安装有限位环,所述限位环的后端安装有辅助限位柱,所述靶球接触面的后端开设有辅助限位孔。
9、优选的,所述螺纹柱通过轴承与限位环活动连接,且螺纹柱通过螺纹孔与工装座螺纹连接,并且限位环的直径尺寸小于靶球本体的直径尺寸。
10、优选的,所述辅助限位柱贯穿于辅助限位孔的内部,且辅助限位柱的形状尺寸局部与辅助限位孔内部的形状尺寸相吻合。
11、与现有技术相比,本实用新型提供了一种配合激光跟踪仪进行可旋转辊轴线测量工装,具备以下有益效果:该配合激光跟踪仪进行可旋转辊轴线测量工装,通过工装座、靶球接触面落尘槽、第一磁石柱、顶面、第二磁石柱、底面构成的辊轴线测量工装可快速便捷将靶球本体安装到辊体的侧面,能够配合激光跟踪仪在很短时间内完成对辊系位置的测量工作,并且本装置具有构造简单,适用范围广,测量效率高。
技术特征:
1.一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,包括:
2.根据权利要求1所述的一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,所述工装座(1)呈阶梯状结构,且顶面(6)与底面(8)平行。
3.根据权利要求1所述的一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,所述靶球接触面(2)呈环形状结构,且靶球接触面(2)与靶球本体(3)接触,并且靶球接触面(2)与底面(8)的夹角为45°。
4.根据权利要求1所述的一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,所述落尘槽(4)呈圆柱状结构,且第二磁石柱(7)的直径尺寸小于落尘槽(4)的直径尺寸,并且第二磁石柱(7)的高度尺寸小于落尘槽(4)的深度尺寸。
5.根据权利要求1所述的一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,所述靶球接触面(2)还设有:
6.根据权利要求5所述的一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,所述螺纹柱(11)通过轴承(12)与限位环(13)活动连接,且螺纹柱(11)通过螺纹孔(10)与工装座(1)螺纹连接,并且限位环(13)的直径尺寸小于靶球本体(3)的直径尺寸。
7.根据权利要求5所述的一种配合激光跟踪仪进行可旋转辊轴线测量工装,其特征在于,所述辅助限位柱(14)贯穿于辅助限位孔(15)的内部,且辅助限位柱(14)的形状尺寸局部与辅助限位孔(15)内部的形状尺寸相吻合。
技术总结
本技术公开了一种配合激光跟踪仪进行可旋转辊轴线测量工装,包括辊体,所述辊体的一侧安装有工装座,所述工装座的上方右侧开设有靶球接触面,所述靶球接触面的下方开设有落尘槽,所述落尘槽的内部安装有第二磁石柱,所述靶球接触面的内部安装有靶球本体;顶面,其设置在所述工装座的上方左侧,所述工装座的下方设置有底面。该配合激光跟踪仪进行可旋转辊轴线测量工装通过工装座、靶球接触面落尘槽、第一磁石柱、顶面、第二磁石柱、底面构成的辊轴线测量工装可快速便捷将靶球本体安装到辊体的侧面,能够配合激光跟踪仪在很短时间内完成对辊系位置的测量工作,并且本装置具有构造简单,适用范围广,测量效率高。
技术研发人员:陈立峰,苏保全,田野,崔凤,张美佳,李咏光,王晓燕
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:20230116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!