一种用于检测输入轴同轴度的检具的制作方法
本技术属于输入轴检测,涉及一种用于检测输入轴同轴度的检具。
背景技术:
1、变速箱内输入轴轴头外圆和矩形花键都是与发动机连接的关键部位,有些矩形花键因齿根圆角太小无法滚齿加工,只能采用铣齿工艺,但是铣齿容易出现矩形花键铣偏,与轴头花键同轴度差的问题。
2、目前环规只能单独检花键综合尺寸,无法检验同轴度,无法检测输入轴的同轴度的加工精度,进而影响后期的装配使用。
技术实现思路
1、本实用新型的目的在于解决现有技术中对输入轴目前的检测中,只能单独检花键综合尺寸,无法实现同轴度检测的问题,提供一种用于检测输入轴同轴度的检具。
2、为达到上述目的,本实用新型采用以下技术方案予以实现:
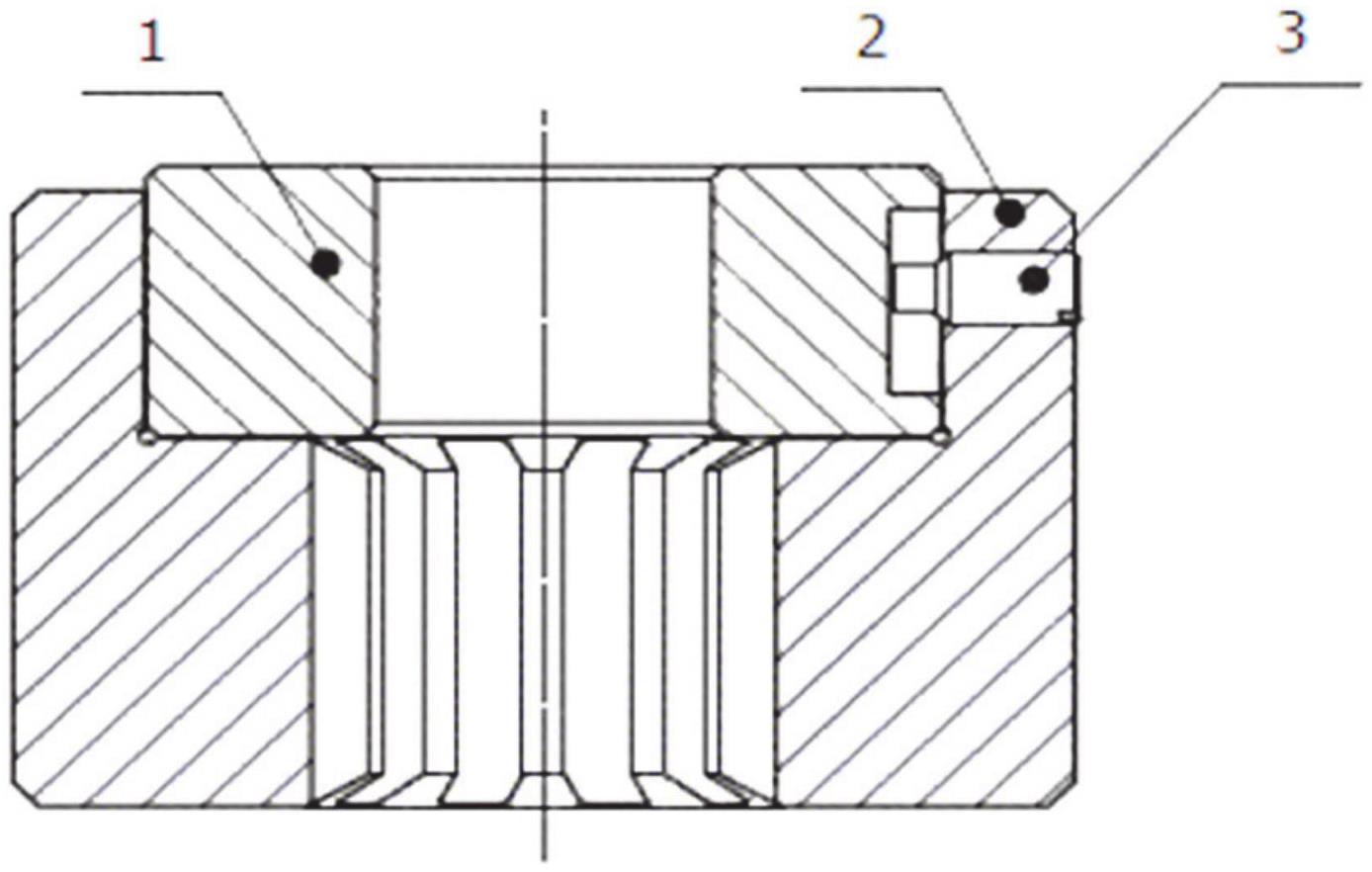
3、一种用于检测输入轴同轴度的检具,包括第二环规,所述第二环规内部由上至下依次开设有第一通孔和第二通孔;
4、所述第一通孔内设置有第一环规,所述第二通孔内设置有内花键;
5、所述第一通孔的直径大于第二通孔的直径。
6、本实用新型的进一步改进在于:
7、所述第一环规与第二环规之间存在间隙。
8、所述第一环规与第二环规之间存在间隙大于等于0.005mm。
9、所述第一环规内部的通孔直径小于第二环规的第二通孔的直径。
10、所述第一环规和第二环规刚性连接。
11、所述第二环规的侧壁上开设有螺纹孔,所述第一环规上开设有与螺纹孔对应的键槽。
12、所述第一环规和第二环规通过紧顶螺栓连接,所述紧顶螺栓贯穿螺纹孔,紧顶螺栓的末端与键槽相抵。
13、所述键槽的轴向高度大于螺纹孔的直径。
14、所述第二环规为矩形结构。
15、所述第一环规和第二环规的材质均为低合金钢。
16、与现有技术相比,本实用新型具有以下有益效果:
17、本实用新型实施例公开了一种用于检测输入轴同轴度的检具,包括两个配合使用的环规,其中一个环规设置在另一个环规的内部,两个环规结构简单,装配便捷,将第一环规放置在第二环规的内部,保证了两个环规的同轴度,提高了配合的精确度和定位的准确度,保证后期同轴度检测的准确度,第一环规用于检测轴头轴径最大极限尺寸,在第二环规内设置有内花键,两个环规配合既能实现单独尺寸的检测,也能实现同轴度检测,即在检测同轴度的同时还可以检测矩形花键的最大实体状态下的极限尺寸和形状误差,本实用新型公开的装置只要保证两个环规装配无问题即可实现同轴度的检测,同时两个环规是可拆卸的,可根据实际检测需求,更换其中任意一个即可,减少了投制成套检具的成本,提高检具的利用率,也便于现场检具的管理。
18、进一步的,本实用新型中,第一环规与第二环规之间存在间隙,安装时能实现微调。
19、进一步的,本实用新型中,同时间隙大于等于0.005mm,保证两个环规之间的同轴度。
20、进一步的,本实用新型中,第一环规和第二环规刚性连接,保证两个环规在检测时的同轴度。
技术特征:
1.一种用于检测输入轴同轴度的检具,其特征在于,包括第二环规(2),所述第二环规(2)内部由上至下依次开设有第一通孔和第二通孔;
2.根据权利要求1所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第一环规(1)与第二环规(2)之间存在间隙。
3.根据权利要求2所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第一环规(1)与第二环规(2)之间存在间隙大于等于0.005mm。
4.根据权利要求1所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第一环规(1)内部的通孔直径小于第二环规(2)的第二通孔的直径。
5.根据权利要求1所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第一环规(1)和第二环规(2)刚性连接。
6.根据权利要求5所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第二环规(2)的侧壁上开设有螺纹孔(5),所述第一环规(1)上开设有与螺纹孔(5)对应的键槽(4)。
7.根据权利要求6所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第一环规(1)和第二环规(2)通过紧顶螺栓(3)连接,所述紧顶螺栓(3)贯穿螺纹孔(5),紧顶螺栓(3)的末端与键槽(4)相抵。
8.根据权利要求6所述的一种用于检测输入轴同轴度的检具,其特征在于,所述键槽(4)的轴向高度大于螺纹孔(5)的直径。
9.根据权利要求1所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第二环规(2)为矩形结构。
10.根据权利要求1所述的一种用于检测输入轴同轴度的检具,其特征在于,所述第一环规(1)和第二环规(2)的材质均为低合金钢。
技术总结
本技术公开了一种用于检测输入轴同轴度的检具,包括第二环规,所述第二环规内部由上至下一次开设有第一通孔和第二通孔;所述第一通孔内设置有第一环规,所述第二通孔内设置有内花键;所述第一通孔的直径大于第二通孔的直径。两个环规结构简单,装配便捷,将第一环规放置在第二环规的内部,保证了两个环规的同轴度,提高了配合的精确度和定位的准确度,保证后期同轴度检测的准确度,第一环规用于检测轴头轴径最大极限尺寸,在第二环规内设置有内花键,两个环规配合既能实现单独尺寸的检测,也能实现同轴度检测,同时两个环规是可拆卸的,可根据实际检测需求,更换其中任意一个即可,减少了投制成套检具的成本,提高检具的利用率,也便于现场检具的管理。
技术研发人员:祁正梅
受保护的技术使用者:宝鸡法士特齿轮有限责任公司
技术研发日:20230202
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!