发动机传动杆检具的制作方法
本技术涉及检具工装,具体为发动机传动杆检具。
背景技术:
1、现有的传动杆,一般由一根轴和轴套连接,通常会在轴上开设键槽,轴套内也开设有键槽,在传动杆焊接时需要将轴上的键槽和轴套内的键槽对齐,因此需要对焊接后的传动杆进行检测,从而确定角度偏差在误差范围内;
2、现有的检测手段一般是利用三坐标测量机对焊接后的传动杆进行三坐标测量,确定轴套与轴之间的角度偏差,而三坐标测量机的使用过程繁琐,单根传动杆的检测至少需要半小时,因此,为了提高对传动杆的检测效率,设计了发动机传动杆检具。
技术实现思路
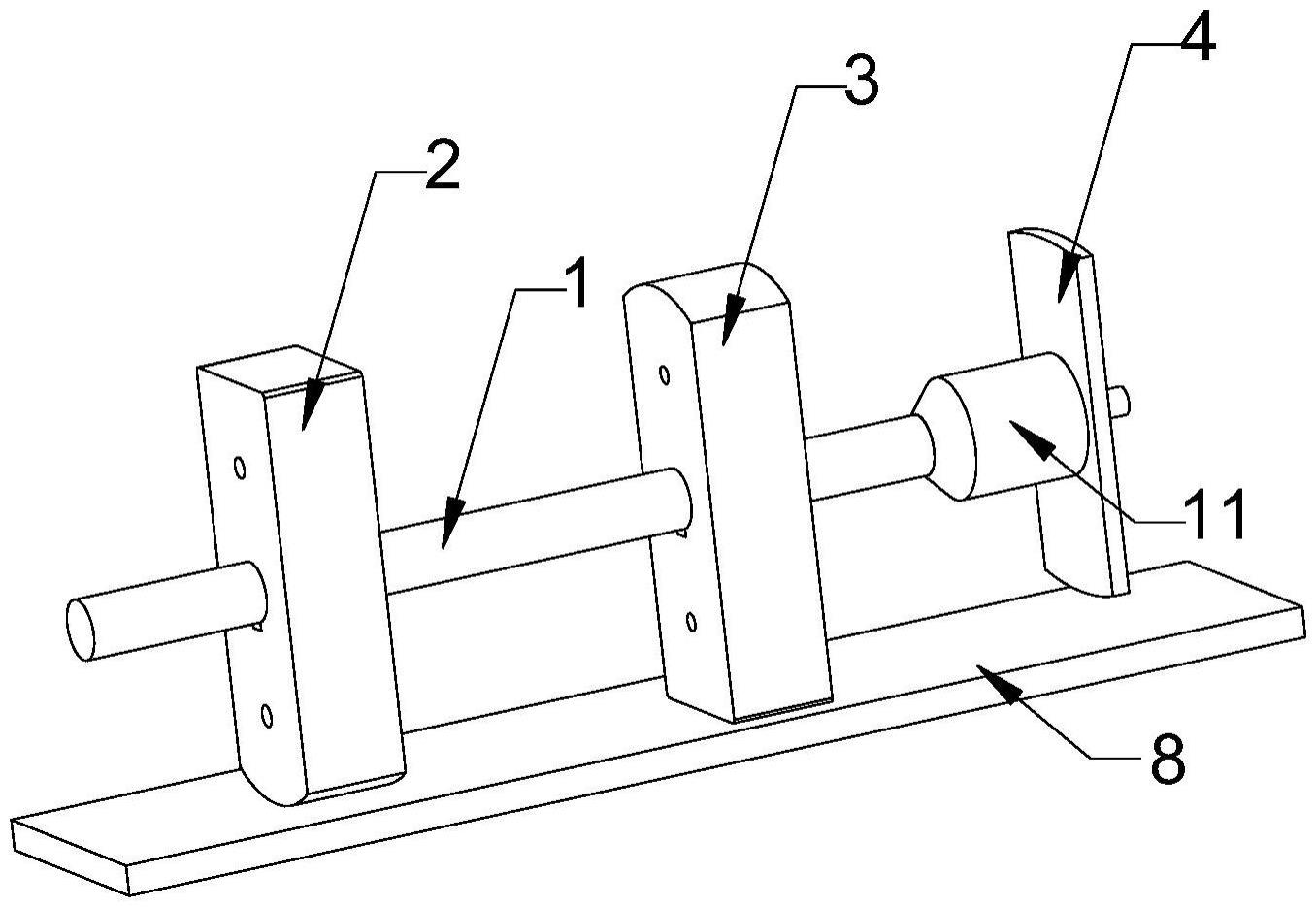
1、本实用新型的目的在于提供发动机传动杆检具,通过在传动杆上设置跟着传动杆转动的第一检测板、第二检测板和第三检测板,利用第一检测板或第二检测板为基准,使第三检测板上下处于悬空状态,再利用测角仪对第三检测板的侧边与台面之间的角度进行测量,进一步得出传动杆轴套与轴之间的角度偏差,实现对传动杆的检测,提高了检测效率。
2、本实用新型提供如下技术方案:发动机传动杆检具,包括检测台面,还包括套接在传动杆上的第一检测板和第二检测板,用于提供基准面和支撑面,所述第一检测板和第二检测板设置在检测台面上,所述传动杆的一端插接有第三检测板,用于对传动杆轴套内的键槽定位,所述第一检测板、第二检测板和第三检测板均随着传动杆一起转动,所述第三检测板的高度小于第一检测板,所述第一检测板和第二检测板的外形相同,所述第一检测板的上端面和第二检测板的下端面均为水平面,所述第一检测板和第二检测板两者反向连接在传动杆上,通过对第三检测板侧边的角度进行检测能够得到传动杆轴套内的键槽与传动杆上键槽的相位差。
3、为了方便对第一检测板或第二检测板与水平面的角度进行检测,所述第一检测板和第二检测板的上端面为圆弧面。
4、为了使第三检测板与传动杆一起转动并将第三检测板固定在传动杆的一端,所述第三检测板的一侧连接有与传动杆的轴套匹配的插杆,所述插杆的一端连接有锁紧螺杆,所述第三检测板套接在锁紧螺杆上,所述锁紧螺杆上螺纹连接有螺母。
5、为了方便对第三检测板的角度偏差进行测量,所述第三检测板的侧边与轴套内的键槽内壁平行。
6、为了使第一检测板和第二检测板与传动杆一起转动,所述第一检测板和第二检测板的中心分别开设有第一轴孔和第二轴孔,所述第一轴孔的上端开设有第一键槽,第二轴孔的下端开设有第二键槽,所述第一键槽和第二键槽均通过平键与传动杆连接。
7、为了方便对第一检测板和第二检测板的角度偏差检测,所述第一检测板的侧边与第一键槽的内壁平行,所述第二检测板的侧边与第二键槽的内壁平行。
8、与现有技术相比,本实用新型所达到的有益效果是:通过设置跟随传动杆一起转动的第一检测板、第二检测板和第三检测板,第一检测板和第二检测板两者反向分布,利用第一检测板或第二检测板为基准,将第一检测板或第二检测板放置在台面上,使第三检测板处于悬空状态,利用测角仪对第三检测板侧边与台面的角度进行测量,得出传动杆上轴套与轴的焊接角度偏差,从而确定传动杆是否满足使用需求,提高了对传动杆角度偏差的检测效率。
技术特征:
1.发动机传动杆检具,包括检测台面,其特征在于:还包括套接在传动杆上的第一检测板和第二检测板,用于提供基准面和支撑面,所述第一检测板和第二检测板设置在检测台面上,所述传动杆的一端插接有第三检测板,用于对传动杆轴套内的键槽定位,所述第一检测板、第二检测板和第三检测板均随着传动杆一起转动,所述第三检测板的高度小于第一检测板,所述第一检测板和第二检测板的外形相同,所述第一检测板的上端面和第二检测板的下端面均为水平面,所述第一检测板和第二检测板两者反向连接在传动杆上,通过对第三检测板侧边的角度进行检测能够得到传动杆轴套内的键槽与传动杆上键槽的相位差。
2.根据权利要求1所述的发动机传动杆检具,其特征在于:所述第一检测板的下端面和第二检测板的上端面为圆弧面。
3.根据权利要求1所述的发动机传动杆检具,其特征在于:所述第三检测板的一侧连接有与传动杆的轴套匹配的插杆,所述插杆的一端连接有锁紧螺杆,所述第三检测板套接在锁紧螺杆上,所述锁紧螺杆上螺纹连接有螺母。
4.根据权利要求3所述的发动机传动杆检具,其特征在于:所述第三检测板的侧边与轴套内的键槽内壁平行。
5.根据权利要求1所述的发动机传动杆检具,其特征在于:所述第一检测板和第二检测板的中心分别开设有第一轴孔和第二轴孔,所述第一轴孔的上端开设有第一键槽,第二轴孔的下端开设有第二键槽,所述第一键槽和第二键槽均通过平键与传动杆连接。
6.根据权利要求5所述的发动机传动杆检具,其特征在于:所述第一检测板的侧边与第一键槽的内壁平行,所述第二检测板的侧边与第二键槽的内壁平行。
技术总结
本技术公开了发动机传动杆检具,包括检测台面,还包括套接在传动杆上的第一检测板和第二检测板,所述传动杆的一端插接有第三检测板,所述第一检测板、第二检测板和第三检测板均随着传动杆一起转动,所述第三检测板的高度小于第一检测板,所述第一检测板的上端面和第二检测板的下端面均为水平面,所述第一检测板和第二检测板两者反向连接在传动杆上,本技术通过在传动杆上设置跟随传动杆一起转动的第一检测板、第二检测板和第三检测板,以第一检测板或第二检测板的水平面为基准,使第三检测板处于悬空状态,利用测角仪对第三检测板的侧边与台面之间的角度进行测量,得出传动杆轴套的焊接角度偏差,提高了检测效率。
技术研发人员:黄一唯,张成楼
受保护的技术使用者:井关农机(常州)有限公司
技术研发日:20230213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!