一种硫化橡胶的出模力测试装置的制作方法
本技术涉及材料加工,特别涉及一种硫化橡胶的出模力测试装置。
背景技术:
1、硫化橡胶的工艺有注射形成和模压成型等成型工艺,不同橡胶材质的硫化橡胶,由于其生胶与金属模具的粘连能力的差别,同时还存在着配方和硫化工艺的区别,导致硫化橡胶的出模的容易程度大不相同,而技术人员通常是通过在实验中的主观意识去判断硫化橡胶试片在高温下的出模能力。而异形结构的橡胶制品出模的难易程度直接决定产品的成功率,严重影响生产效率。技术人员在开发新配方及工艺时,对硫化橡胶的出模力的判断,也会给新配方及新工艺的开发带来影响。
技术实现思路
1、本实用新型的目的在于提供一种硫化橡胶的出模力测试装置,能够用客观的数据表征不同配方和制备工艺的硫化橡胶的出模力,可以快速评估硫化橡胶出模的难易程度。
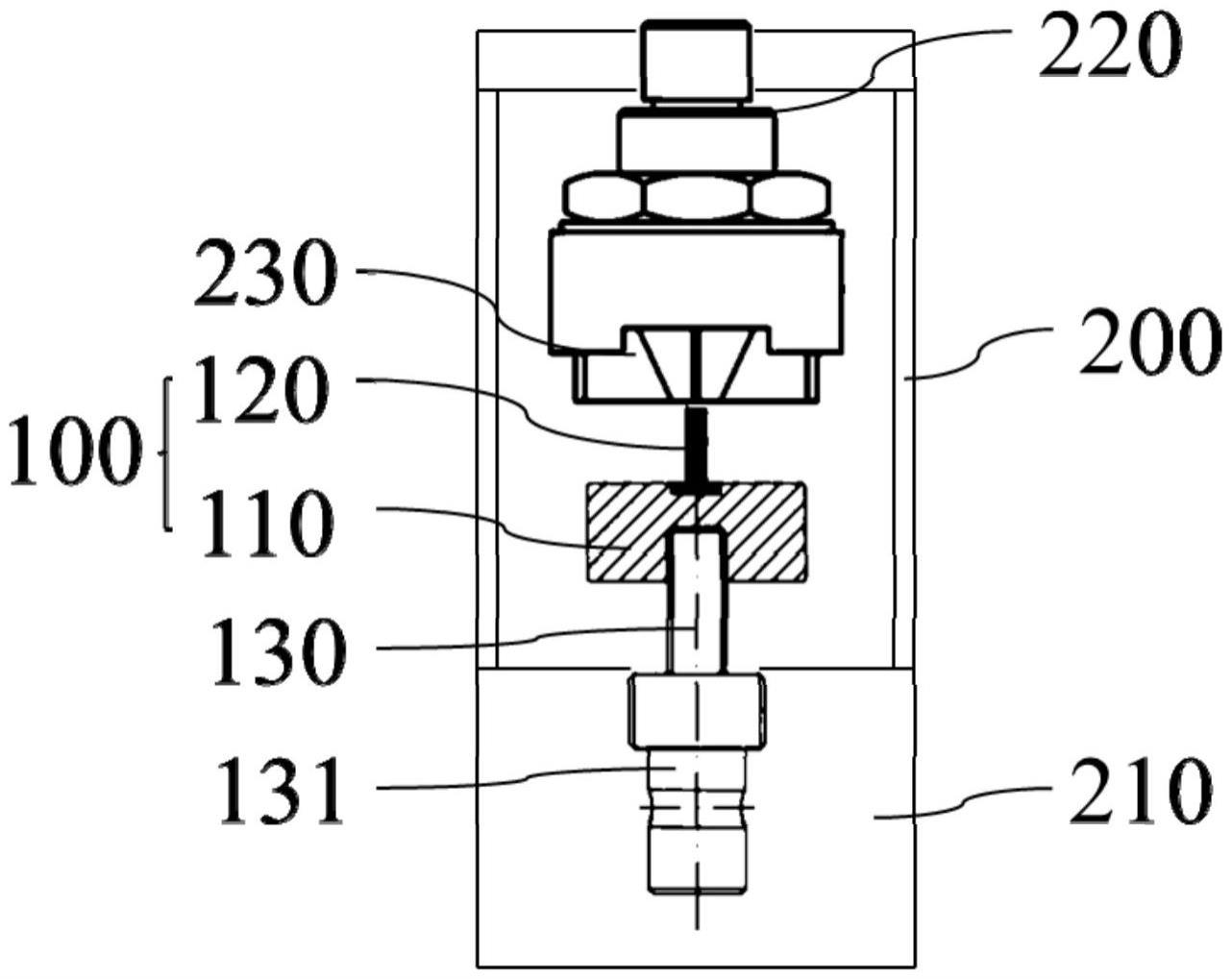
2、本实用新型提供一种硫化橡胶的出模力测试装置,至少包括,
3、基座,所述基座的一面上设置有凹槽,另一面上设置有连接孔,所述凹槽和所述连接孔相对设置;
4、试样,所述试样的一端设置在所述基座上的所述凹槽内,另一端背离所述基座延伸;
5、连接件,与所述基座上的所述连接孔连接;以及
6、拉伸结构,与所述试样和所述连接件远离所述基座的一端连接。
7、在本实用新型的一实施例中,所述连接块设置在所述基座的一面的中心位置上,且所述连接孔的深度为所述基座厚度的三分之一至四分之三。
8、在本实用新型的一实施例中,所述凹槽设置在所述基座远离所述连接孔的一面的中心位置上,且所述凹槽的深度与所述连接孔的深度之和小于所述基座的厚度。
9、在本实用新型的一实施例中,所述凹槽的形状为圆柱体、棱柱体、圆台体、棱台体或鼓状中的一种或几种形状拼接形成。
10、在本实用新型的一实施例中,所述连接件的长度大于所述基座上设置的所述连接孔的深度。
11、在本实用新型的一实施例中,所述连接件的一端设置有连接块,且所述连接块远离所述基座设置。
12、在本实用新型的一实施例中,所述拉伸结构设置有底座,所述底座与所述连接块连接。
13、在本实用新型的一实施例中,所述拉伸结构设置有牵引单元,且所述牵引单元与所述底座相对设置。
14、在本实用新型的一实施例中,所述拉伸结构设置有夹具,且所述夹具设置在所述底座和所述牵引单元之间。
15、在本实用新型的一实施例中,所述夹具与所述试样远离所述基座的一端连接,且所述牵引单元带动所述夹具远离或靠近所述试样。
16、本实用新型提供的一种硫化橡胶的出模力测试装置,能够模拟不同形状、不同配方以及不同工艺的橡胶试样在成型硫化后出模的难易程度,并测试其在硫化温度下脱离模具的力值,通过直观的数据表征硫化橡胶出模力值的大小。从而直观的对比不同形状、不同配方和不同硫化工艺制备的硫化橡胶出模的难易程度。且对硫化橡胶出模难易程度的评估快捷准确,提高对硫化橡胶新配方和新工艺的开发效率。
技术特征:
1.一种硫化橡胶的出模力测试装置,其特征在于,至少包括,
2.根据权利要求1所述的硫化橡胶的出模力测试装置,其特征在于,所述连接孔设置在所述基座的一面的中心位置上,且所述连接孔的深度为所述基座厚度的三分之一至四分之三。
3.根据权利要求1所述的硫化橡胶的出模力测试装置,其特征在于,所述凹槽设置在所述基座远离所述连接孔的一面的中心位置上,且所述凹槽的深度与所述连接孔的深度之和小于所述基座的厚度。
4.根据权利要求1所述的硫化橡胶的出模力测试装置,其特征在于,所述凹槽的形状为圆柱体、棱柱体、圆台体、棱台体或鼓状中的一种或几种形状拼接形成。
5.根据权利要求1所述的硫化橡胶的出模力测试装置,其特征在于,所述连接件的长度大于所述基座上设置的所述连接孔的深度。
6.根据权利要求1所述的硫化橡胶的出模力测试装置,其特征在于,所述连接件的一端设置有连接块,且所述连接块远离所述基座设置。
7.根据权利要求6所述的硫化橡胶的出模力测试装置,其特征在于,所述拉伸结构设置有底座,所述底座与所述连接块连接。
8.根据权利要求7所述的硫化橡胶的出模力测试装置,其特征在于,所述拉伸结构设置有牵引单元,且所述牵引单元与所述底座相对设置。
9.根据权利要求8所述的硫化橡胶的出模力测试装置,其特征在于,所述拉伸结构设置有夹具,且所述夹具设置在所述底座和所述牵引单元之间。
10.根据权利要求9所述的硫化橡胶的出模力测试装置,其特征在于,所述夹具与所述试样远离所述基座的一端连接,且所述牵引单元带动所述夹具远离或靠近所述试样。
技术总结
本技术公开了一种硫化橡胶的出模力测试装置,所述出模力测试装置至少包括,基座,所述基座的一面上设置有凹槽,另一面上设置有连接孔,所述凹槽和所述连接孔相对设置;试样,所述试样的一端设置在所述基座上的所述凹槽内,另一端背离所述基座延伸;以及连接件,与所述基座上的所述连接孔连接;以及拉伸结构,与所述试样和所述连接件远离所述基座的一端连接。本技术提供的一种硫化橡胶的出模力测试装置,能够用客观的数据表征硫化橡胶的出模能力。
技术研发人员:冯宇,张红,张玉龙,高洁
受保护的技术使用者:上海芯密科技有限公司
技术研发日:20230320
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!