一种锂电池新型称重机构及生产设备的制作方法
本申请涉及锂电池称重,特别涉及一种锂电池新型称重机构及生产设备。
背景技术:
1、在锂电池制造过程中,当电池进行注液工序之前以及完成注液后需要进行称重,以确保电池内注入有足够的电解液。现有电池称重方式通常是通过人工或者机械手抓取电池并放置在称重器上,待称重器读取电池重量后,再抓取称重器上的电池并转移至下一工位。这种称重方式需要人工或者机械手对电池进行两次取放,并需要在称重器停留以便准确读取电池重量,从而导致电池称重工序的时间长,节拍慢,称重效率低,不利于缩短电池的整个加工时长,影响产能。
技术实现思路
1、为了解决上述技术问题之一,本申请提供一种锂电池新型称重机构,包括多轴转运组件、设置于多轴转运组件移动端的安装座,所述安装座上设置有称重器,所述称重器连接有用于抓取电池的抓取组件,所述称重器用于称量所述抓取组件和电池的重量。当抓取组件夹取电池并保持静止或匀速运动时,称重器即可对抓取组件和电池进行称重,避免现有的称重方式需要抓取电池放置在称重台上,再从称重台上抓取电池并转移至下一工位,从而减少将电池转移至称重台这一步骤,有效提高称重效率,缩短电池生产时序,加快生产节奏,提高生产效率。
2、优选的,所述称重器设置于所述安装座上表面,所述安装座贯穿开设有避空槽,所述称重器朝向所述抓取组件的表面形成有穿过所述避空槽的感应端,所述感应端连接于所述抓取组件。当抓取组件抓取电池时,抓取组件和电池的重力作用于称重器的感应端,进而在多轴转运组件驱使称重器和抓取组件保持静止或匀速运动时,称重器测量出电池的重量,从而避免二次取放电池造成效率低、生产时序长的问题,有效提高产能。
3、优选的,所述抓取组件包括固定板、设置于所述固定板的夹持组件,所述感应端连接于所述固定板远离所述夹持组件的表面。夹持组件设置于固定板底面,感应端连接于固定板远离夹持组件的表面。进而在抓取组件抓取电池时,固定板受到夹持组件和电池的重力作用,进而固定板作用与称重器的感应端,进而测出电池重量。
4、优选的,所述夹持组件包括连接于所述固定板的夹合驱动器,所述夹合驱动器的驱动端连接有若干个夹持件。示例性的,夹合驱动器可以是气缸,通过夹合驱动器驱动夹持件相互靠近或远离,从而实现夹持电池。
5、优选的,所述夹持件呈圆柱状,若干个所述夹持件的外周面通过抵接于所述电池外周面以夹持电池。通过多轴转运组件驱使移动,使得夹合驱动器上的若干个夹持件环绕与电池的外周,若干个呈圆柱状的夹持件的外周面通过抵接于电池外周面以夹持电池,从而实现稳固夹持电池。
6、优选的,所述安装座上排列设置有若干个称重器,每个所述称重器均连接有一所述抓取组件。进而通过多个称重器和抓取组件可以同时抓取多个电池并完成称重,提高电池生产效率。
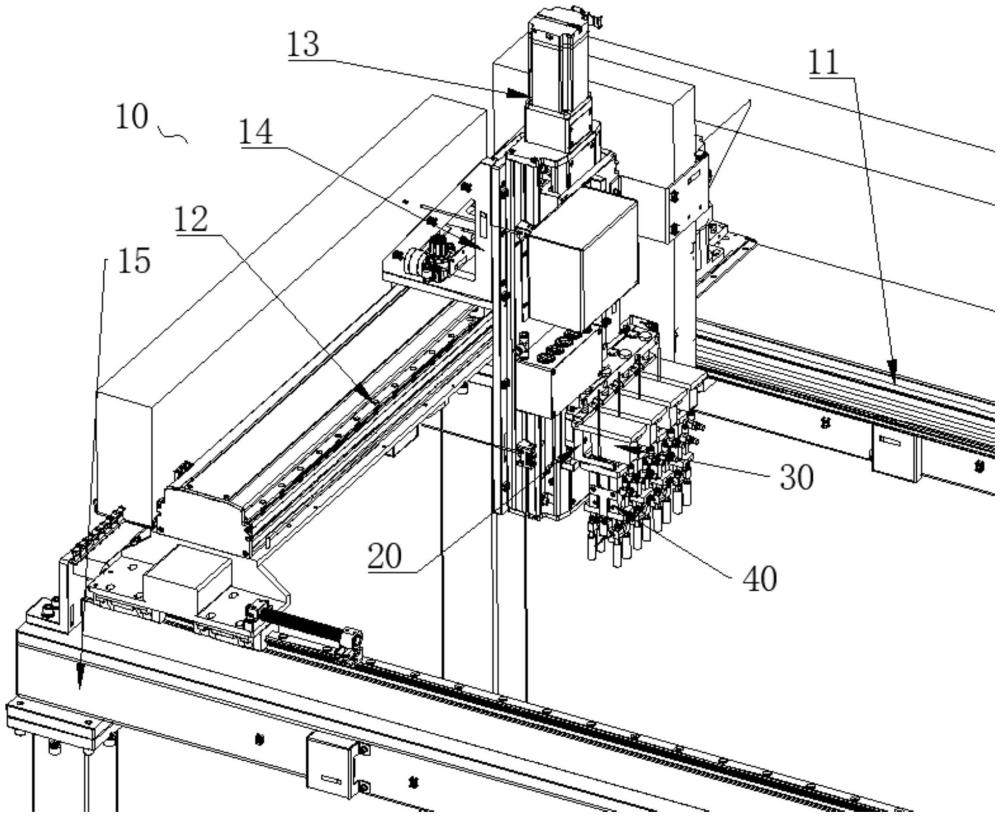
7、优选的,所述多轴转运组件包括机架、设置于所述机架的第一驱动器、设置于所述第一驱动器驱动端的第二驱动器,所述第二驱动器的驱动端设置有第一移动座,所述第一移动座上设置有第三驱动器,所述第三驱动器的驱动端连接于所述安装座。通过第一驱动器和第二驱动器驱动第一移动座移动,使得安装座和抓取组件移动到待抓取电池上方,第一移动座上的第三驱动器则驱动安装座升降移动,使得抓取组件朝电池移动并夹持电池。
8、优选的,所述安装座滑动设置于所述第三驱动器驱动端,所述安装座上有抵接于所述第三驱动器的缓冲器。进而在第三驱动器驱动安装座和抓取组件下降抓取电池的过程中,通过缓冲器对安装座起到缓冲作用,避免抓取组件因位置不准而压坏电池。
9、优选的,一种生产设备,包括上述的锂电池新型称重机构,以及物流线和注液夹具,所述物流线和注液夹具设置在所述多轴转运组件的移动路径上,所述物流线用于输送电池,所述锂电池新型称重机构用于抓取和称重电池,并将电池转移至所述注液夹具。锂电池新型称重机构用于抓取物流线上的电池,锂电池新型称重机构在转移过程中对电池进行称重,从而可以直接将电池转移至注液夹具,不需要设置称重工位,从而实现提高生产效率。
10、优选的,还包括注液机构和用于将所述注液夹具运输至注液机构的运输线。运输线将注液夹具输送至锂电池新型称重机构,锂电池新型称重机构抓取电池并称重后放置于注液夹具上,注液夹具上摆满电池后,在输送至注液机构进行注液工序。
11、与现有技术相比,本申请的有益效果是:本申请通过在多轴转运组件的移动端设置安装座,在安装座上固定设置有称重器,称重器的称重感应端连接有用于抓取电池的抓取组件,通过多轴转运组件驱动抓取组件移动到待上料电池的位置,通过抓取组件抓取电池后,再通过多轴转运组件将电池转移到下个工序,当抓取组件夹取电池并保持静止或匀速运动时,称重器即可对抓取组件和电池进行称重。避免现有的称重方式需要抓取电池放置在称重台上,再从称重台上抓取电池并转移至下一工位,从而减少将电池转移至称重台这一步骤,有效提高称重效率,缩短电池生产时序,加快生产节奏,提高生产效率。
技术特征:
1.一种锂电池新型称重机构,其特征在于:包括多轴转运组件(10)、设置于多轴转运组件(10)移动端的安装座(20),所述安装座(20)上设置有称重器(30),所述称重器(30)连接有用于抓取电池的抓取组件(40),所述称重器(30)用于称量所述抓取组件(40)和电池的重量。
2.根据权利要求1所述的锂电池新型称重机构,其特征在于:所述称重器(30)设置于所述安装座(20)上表面,所述安装座(20)贯穿开设有避空槽(21),所述称重器(30)朝向所述抓取组件(40)的表面形成有穿过所述避空槽(21)的感应端(31),所述感应端(31)连接于所述抓取组件(40)。
3.根据权利要求2所述的锂电池新型称重机构,其特征在于:所述抓取组件(40)包括固定板(41)、设置于所述固定板(41)的夹持组件(42),所述感应端(31)连接于所述固定板(41)远离所述夹持组件(42)的表面。
4.根据权利要求3所述的锂电池新型称重机构,其特征在于:所述夹持组件(42)包括连接于所述固定板(41)的夹合驱动器(421),所述夹合驱动器(421)的驱动端连接有若干个夹持件(422)。
5.根据权利要求4所述的锂电池新型称重机构,其特征在于:所述夹持件(422)呈圆柱状,若干个所述夹持件(422)的外周面通过抵接于所述电池外周面以夹持电池。
6.根据权利要求1所述的锂电池新型称重机构,其特征在于:所述安装座(20)上排列设置有若干个称重器(30),每个所述称重器(30)均连接有一所述抓取组件(40)。
7.根据权利要求1所述的锂电池新型称重机构,其特征在于:所述多轴转运组件(10)包括机架(15)、设置于所述机架(15)的第一驱动器(11)、设置于所述第一驱动器(11)驱动端的第二驱动器(12),所述第二驱动器(12)的驱动端设置有第一移动座(14),所述第一移动座(14)上设置有第三驱动器(13),所述第三驱动器(13)的驱动端连接于所述安装座(20)。
8.根据权利要求7所述的锂电池新型称重机构,其特征在于:所述安装座(20)滑动设置于所述第三驱动器(13)驱动端,所述安装座(20)上有抵接于所述第三驱动器(13)的缓冲器(22)。
9.一种生产设备,其特征在于:包括权利要求1-8任一所述的锂电池新型称重机构,以及物流线(50)和注液夹具(60),所述物流线(50)和注液夹具(60)位于所述多轴转运组件(10)的移动路径上,所述物流线用于输送电池,所述锂电池新型称重机构用于抓取和称重电池,并将电池转移至所述注液夹具(60)。
10.根据权利要求9所述的生产设备,其特征在于:还包括注液机构和用于将所述注液夹具(60)运输至所述注液机构的运输线(70)。
技术总结
本申请涉及锂电池称重技术领域,特别涉及一种锂电池新型称重机构及生产设备。包括多轴转运组件、设置于多轴转运组件移动端的安装座,所述安装座上设置有称重器,所述称重器连接有用于抓取电池的抓取组件,所述称重器用于称量所述抓取组件和电池的重量。当抓取组件夹取电池并保持静止或匀速运动时,称重器即可对抓取组件和电池进行称重,避免现有的称重方式需要抓取电池放置在称重台上,再从称重台上抓取电池并转移至下一工位,从而减少将电池转移至称重台这一步骤,有效提高称重效率,缩短电池生产时序,加快生产节奏,提高生产效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:20230330
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!