一种方形棒料外形尺寸测量设备的制作方法
本技术属于自动化检测,具体涉及一种方形棒料外形尺寸测量设备。
背景技术:
1、方形棒料的外形参数是最终切片成薄型产品一致性的重要依据。方形棒料生产加工的自动化体系已经成熟,方形棒料检测还依赖人工测量,随着自动化生产体系的逐步完善,原有的人工测量已经无法满足对方形棒料产品测量的需求,人工测量手法不一致还存在测量结果误差,而且测量数据多,所用的测量量具更多,完成方形棒料测量的时间长,测量效率低。
技术实现思路
1、为了解决现有技术中存在的上述问题,本实用新型提供了一种方形棒料外形尺寸测量设备。本实用新型要解决的技术问题通过以下技术方案实现:
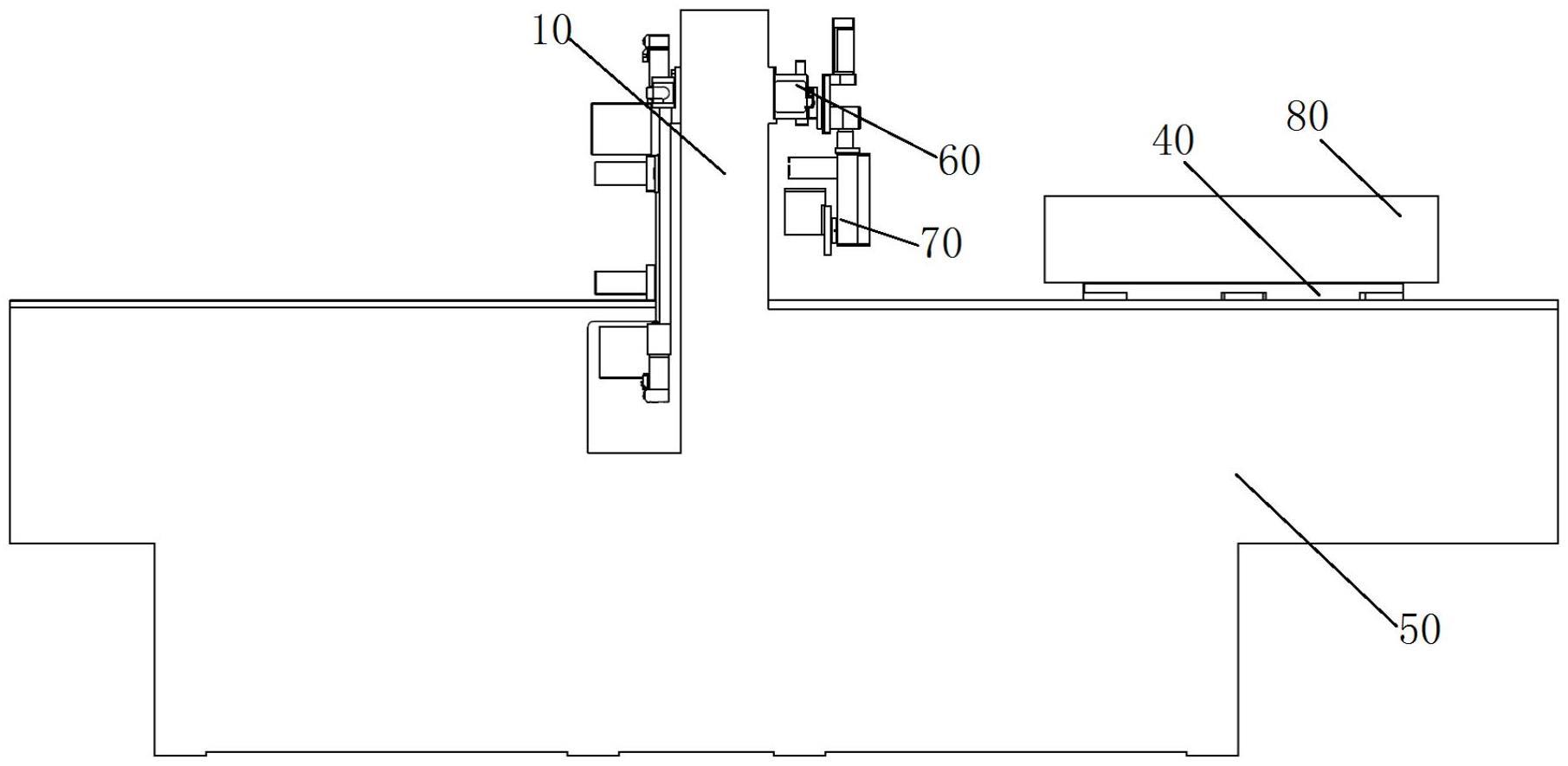
2、一种方形棒料外形尺寸测量设备,包括:测量固定架、测量驱动组件、测距传感器组件、移动工作台、承载台、端面检测移动组件和端面测量传感器;
3、所述测量固定架,固定设置在承载台上,开设有测量窗口;
4、所述承载台的承载面穿过所述测量窗口;
5、所述移动工作台,设置在所述承载台的承载面上,与所述承载台滑动连接;
6、所述测量驱动组件,设置在所述测量固定架的一侧的表面上;
7、所述测距传感器组件,设置在所述测量驱动组件上;
8、所述端面检测移动组件,设置在所述测量固定架的另一侧的表面上;
9、所述端面测量传感器,设置在所述端面检测移动组件上。
10、在本实用新型的一个实施例中,所述端面检测移动组件,包括端面直线驱动机构、旋转电机和伸缩气缸;
11、所述端面直线驱动机构,设置在所述测量窗口的一侧;
12、所述伸缩气缸,与所述端面直线驱动机构连接;
13、所述旋转电机,与所述伸缩气缸的活塞杆固定连接;
14、所述端面测量传感器,与所述旋转电机的输出轴固定连接。
15、在本实用新型的一个实施例中,所述端面直线驱动机构,设置在所述测量窗口的上方;
16、所述伸缩气缸在所述端面直线驱动机构上沿水平方向运动,活塞杆沿竖直方向伸缩;
17、所述旋转电机的输出轴竖向设置。
18、在本实用新型的一个实施例中,所述测量驱动组件,包括四个侧面直线驱动机构;所述测距传感器组件包括四个测距传感器;
19、所述四个侧面直线驱动机构分别设置在所述测量窗口的上方、下方、左方和右方;所述四个侧面直线驱动机构上分别与一个测距传感器连接;
20、上方的测距传感器和下方的测距传感器分别在上方的侧面直线驱动机构和下方的侧面直线驱动机构上沿水平方向运动;
21、左方的测距传感器和右方的测距传感器分别在左方的侧面直线驱动机构和右方的侧面直线驱动机构上沿竖直方向运动。
22、在本实用新型的一个实施例中,所述移动工作台上设置有多个长条形通孔。
23、本实用新型的有益效果:
24、本实用新型通过移动工作台在承载台上带动方形棒料移动至测量窗口处,通过测距传感器组件和端面测量传感器对方形棒料的边距和端面垂直度进行自动测量,无需人工测量,提高了测量准确性和测量效率。
25、以下将结合附图及实施例对本实用新型做进一步详细说明。
技术特征:
1.一种方形棒料外形尺寸测量设备,其特征在于,包括:测量固定架(10)、测量驱动组件、测距传感器组件、移动工作台(40)、承载台(50)、端面检测移动组件(60)和端面测量传感器(70);
2.根据权利要求1所述的一种方形棒料外形尺寸测量设备,其特征在于,所述端面检测移动组件(60),包括端面直线驱动机构(61)、旋转电机(63)和伸缩气缸(62);
3.根据权利要求2所述的一种方形棒料外形尺寸测量设备,其特征在于,所述端面直线驱动机构(61),设置在所述测量窗口(11)的上方;
4.根据权利要求1所述的一种方形棒料外形尺寸测量设备,其特征在于,所述测量驱动组件,包括四个侧面直线驱动机构(20);所述测距传感器组件包括四个测距传感器(30);
5.根据权利要求1所述的一种方形棒料外形尺寸测量设备,其特征在于,所述移动工作台(40)上设置有多个长条形通孔。
技术总结
本技术公开了一种方形棒料外形尺寸测量设备,包括:测量固定架、测量驱动组件、测距传感器组件、移动工作台、承载台、端面检测移动组件和端面测量传感器;测量固定架开设有测量窗口;承载台的承载面穿过测量窗口;移动工作台与承载台滑动连接;测量驱动组件,设置在测量固定架的一侧的表面上;测距传感器组件,设置在测量驱动组件上;端面检测移动组件,设置在测量固定架的另一侧的表面上;端面测量传感器,设置在端面检测移动组件上。本技术通过移动工作台在承载台上带动方形棒料移动至测量窗口处,通过测距传感器组件和端面测量传感器对方形棒料的边距和端面垂直度进行自动测量,无需人工测量,提高了测量准确性和测量效率。
技术研发人员:杨永强
受保护的技术使用者:西安高汇智能科技有限公司
技术研发日:20230421
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!