一种燃气管道焊接用内部缺陷检测装置的制作方法
本技术涉及燃气管检测,具体为一种燃气管道焊接用内部缺陷检测装置。
背景技术:
1、燃气管道在进行加工时,通常需要进行焊接连接,外部缺陷很容易从外部观察解决,但是内部缺陷则需要采用专用的内部缺陷检测装置进行检测,以超声波为基础的检测手段是现有的常规技术,可以有效避免后续使用存在泄漏的情况,但是现有的内部缺陷检测装置在使用时存在以下问题:
2、由于不同区域的燃气管道直径不同,需要检测装置能够在管道内部行进,但是现有的内部缺陷检测装置,不方便适用于不同内径的管道检测,包括行进和超声波探头的同步调整,使得探头的位置难以和管道内壁达到统一,容易影响检测效率。
3、针对上述问题,急需在原有内部缺陷检测装置的基础上进行创新设计。
技术实现思路
1、本实用新型的目的在于提供一种燃气管道焊接用内部缺陷检测装置,以解决上述背景技术提出现有的内部缺陷检测装置,不方便适用于不同内径的管道检测的问题,本实用新型技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案。
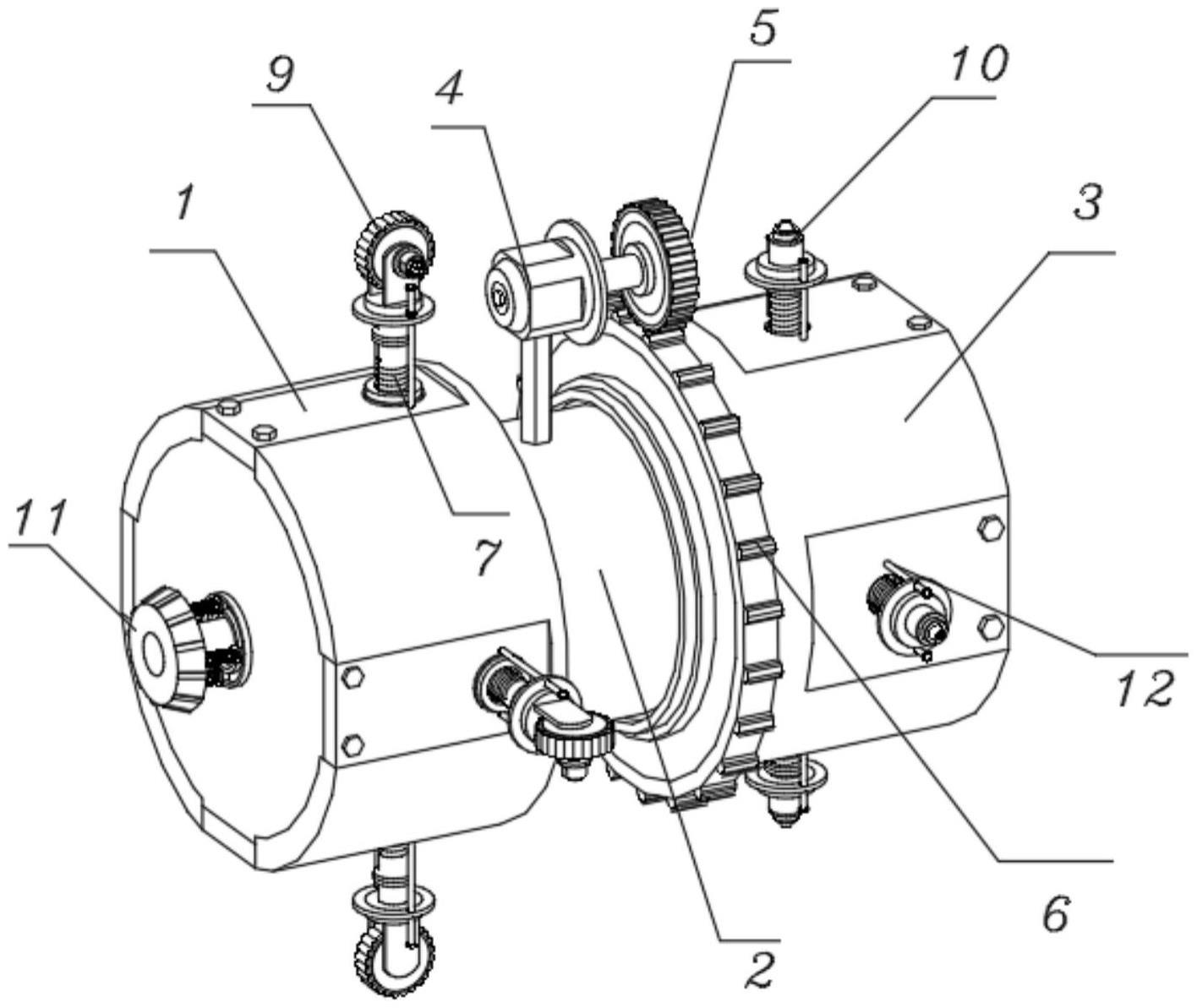
2、为实现上述目的,本实用新型提供如下技术方案:一种燃气管道焊接用内部缺陷检测装置,包括活动座,所述活动座的一端通过连筒连接有检测座,且检测座通过轴承安装在连筒上;
3、还包括第一电机,所述第一电机安装在连筒的顶部,且第一电机的输出端连接有主动齿轮,并且主动齿轮的底部啮合有齿环,而且齿环套设在检测座上;
4、支撑组件,所述支撑组件贯穿安装在活动座和检测座上,且活动座上支撑组件的端部外侧安装有第二电机,并且第二电机的输出端连接有行动轮,所述检测座上支撑组件的端部安装有超声波探头,且超声波探头和行动轮分别位于检测座和活动座的外侧;
5、调节组件,所述调节组件限位转动贯穿安装于活动座、连筒和检测座内。
6、优选的,所述支撑组件包括螺纹筒,且螺纹筒螺纹贯穿安装在活动座和检测座上,所述螺纹筒内限位伸缩安装有轴杆,且轴杆限位转动设置在活动座和检测座内,并且轴杆的内端连接有锥齿轮,所述螺纹筒的外端转动连接有安装台,且安装台上贯穿设置有定位柱,并且定位柱固定在活动座和检测座的外侧,所述活动座与检测座上的行动轮和超声波探头设置在安装台上。
7、优选的,所述轴杆的转动通过定位柱的配合带动螺纹筒和安装台水平活动,且螺纹筒在活动座和检测座上等角度分布。
8、优选的,所述调节组件包括调节杆,且调节杆限位贯穿设置于活动座和检测座内,所述调节杆的外端连接有调节头,且调节头的内端面通过弹簧连接有活动头,并且活动头的一端在活动环的侧边空腔内限位滑动,所述活动头设置于活动座的外端,所述调节杆上套设有齿盘,且齿盘在活动座和检测座内限位转动,并且齿盘与锥齿轮相啮合。
9、优选的,所述调节杆的外侧固定有定位杆,且定位杆位于定位槽内,并且定位槽贯通开设于齿盘的内壁上。
10、优选的,所述定位杆与定位槽凹凸配合,且定位杆在调节杆上对此设置有两组。
11、与现有技术相比,本实用新型的有益效果是:
12、1.本实用新型,当第二电机带动行动轮转动,使得该设备在管道内行进时,第一电机通过主动齿轮和齿环带动检测座往复转动,可以带动超声波探头在管道内往复活动,对管道进行多角度检测,提高检测效率;
13、2.本实用新型,通过转动调节组件,带动支撑组件内的螺纹筒转动,在定位柱的作用下,带动安装台水平移动,同步调整行动轮和超声波探头的位置,在适用于不同规格的管道时,可以同步调整超声波探头的位置,使得超声波探头与管壁保持一个恒定距离,提高检测效果,同时调节组件的移动,不会影响超声波探头的后续转动。
技术特征:
1.一种燃气管道焊接用内部缺陷检测装置,包括活动座(1),所述活动座(1)的一端通过连筒(2)连接有检测座(3),且检测座(3)通过轴承安装在连筒(2)上;
2.根据权利要求1所述的一种燃气管道焊接用内部缺陷检测装置,其特征在于:所述支撑组件(7)包括螺纹筒(701),且螺纹筒(701)螺纹贯穿安装在活动座(1)和检测座(3)上,所述螺纹筒(701)内限位伸缩安装有轴杆(702),且轴杆(702)限位转动设置在活动座(1)和检测座(3)内,并且轴杆(702)的内端连接有锥齿轮(703),所述螺纹筒(701)的外端转动连接有安装台(704),且安装台(704)上贯穿设置有定位柱(12),并且定位柱(12)固定在活动座(1)和检测座(3)的外侧,所述活动座(1)与检测座(3)上的行动轮(9)和超声波探头(10)设置在安装台(704)上。
3.根据权利要求2所述的一种燃气管道焊接用内部缺陷检测装置,其特征在于:所述轴杆(702)的转动通过定位柱(12)的配合带动螺纹筒(701)和安装台(704)水平活动,且螺纹筒(701)在活动座(1)和检测座(3)上等角度分布。
4.根据权利要求1所述的一种燃气管道焊接用内部缺陷检测装置,其特征在于:所述调节组件(11)包括调节杆(1101),且调节杆(1101)限位贯穿设置于活动座(1)和检测座(3)内,所述调节杆(1101)的外端连接有调节头(1102),且调节头(1102)的内端面通过弹簧(1103)连接有活动头(1104),并且活动头(1104)的一端在活动环(1105)的侧边空腔内限位滑动,所述活动头(1104)设置于活动座(1)的外端,所述调节杆(1101)上套设有齿盘(1106),且齿盘(1106)在活动座(1)和检测座(3)内限位转动,并且齿盘(1106)与锥齿轮(703)相啮合。
5.根据权利要求4所述的一种燃气管道焊接用内部缺陷检测装置,其特征在于:所述调节杆(1101)的外侧固定有定位杆(1107),且定位杆(1107)位于定位槽(1108)内,并且定位槽(1108)贯通开设于齿盘(1106)的内壁上。
6.根据权利要求5所述的一种燃气管道焊接用内部缺陷检测装置,其特征在于:所述定位杆(1107)与定位槽(1108)凹凸配合,且定位杆(1107)在调节杆(1101)上对此设置有两组。
技术总结
本技术公开了一种燃气管道焊接用内部缺陷检测装置,包括活动座,所述活动座的一端通过连筒连接有检测座,且检测座通过轴承安装在连筒上;还包括第一电机,所述第一电机安装在连筒的顶部,支撑组件,所述支撑组件贯穿安装在活动座和检测座上,且活动座上支撑组件的端部外侧安装有第二电机,并且第二电机的输出端连接有行动轮,所述检测座上支撑组件的端部安装有超声波探头,且超声波探头和行动轮分别位于检测座和活动座的外侧;调节组件,所述调节组件限位转动贯穿安装于活动座、连筒和检测座内。该燃气管道焊接用内部缺陷检测装置,可以对内部缺陷进行全角度检测,同时适用于不同内径的燃气管道。
技术研发人员:陈淑贤,赵从静,韦燚,诸亮,王海立
受保护的技术使用者:杭州杭燃工程科技有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!