一种相对位置度检具的制作方法
本技术涉及一种检具,具体地说是一种相对位置度检具。
背景技术:
1、转向节类产品的轮速传感器锁紧孔与安装孔、安装面以及法兰面之间的相对位置关系检测十分重要,必须保证孔面之间相对位置关系合格,才能正常进行轮速传感器安装以及有效车速监测,否则容易引发测速失效导致的安全事故。由于轮速传感器锁紧孔与安装孔、安装面以及法兰面之间的相对位置关系检测频次要求较高,而三坐标检测节拍慢,所以无法满足现场高频检测需求,因此需要一种既简单又方便使用的检具来实现检测。
技术实现思路
1、为解决上述问题,本实用新型的目的在于提供一种相对位置度检具。
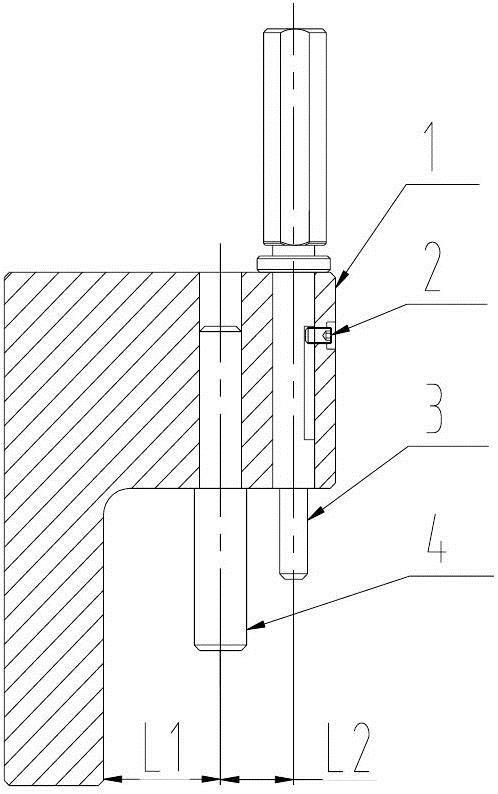
2、根据本实用新型的一方面,提供一种相对位置度检具,其包括:模板、检测销和定位销,模板包括:导向孔以及彼此垂直的法兰定位面和安装定位面,检测销包括:间隙配合于导向孔中的第一导向柱和从安装定位面伸出的测量柱,定位销包括定位柱并且以定位柱从安装定位面凸出的方式固定于模板。
3、优选地,定位销还包括第二导向柱,模板上设有用于压配入第二导向柱的定位孔。
4、优选地,模上设有螺纹孔,第一导向柱上沿轴向设有滑槽,该相对位置度检具还包括通过螺纹孔旋入滑槽中的螺钉。
5、优选地,检测销包括直径大于导向孔的凸缘部。
6、优选地,检测销还包括手柄。
7、优选地,法兰定位面和安装定位面的平面度要求精度为0.005mm;定位孔中心线与法兰定位面距离公差为0.02mm;导向孔中心线与定位孔中心线距离公差为0.02mm。
8、优选地,第一导向柱与测量柱之间的同轴度精度为0.005mm。
9、优选地,第二导向柱与定位柱之间的同轴度精度为0.005mm。
10、优选地,第一导向柱与导向孔间隙配合的间隙量小于0.01mm。
11、本实用新型在使用中能够快速测量工件轮速传感器锁紧孔与安装孔、安装面以及法兰面之间的相对位置关系;同时,具有结构简单、检测精度高、使用方便、制作成本低等特点。
技术特征:
1.一种相对位置度检具,其特征在于,包括:模板(1)、检测销(3)和定位销(4),模板(1)包括:导向孔(13)以及彼此垂直的法兰定位面(12)和安装定位面(15),检测销(3)包括:间隙配合于导向孔(13)中的第一导向柱(32)和从安装定位面(15)伸出的测量柱(34),定位销(4)包括定位柱(42)并且以定位柱(42)从安装定位面(15)凸出的方式固定于模板(1)。
2.根据权利要求1所述的相对位置度检具,其特征在于,定位销(4)还包括第二导向柱(41),模板(1)上设有用于压配入第二导向柱(41)的定位孔(14)。
3.根据权利要求1所述的相对位置度检具,其特征在于,模板(1)上设有螺纹孔(11),第一导向柱(32)上沿轴向设有滑槽(33),该相对位置度检具还包括通过螺纹孔(11)旋入滑槽(33)中的螺钉(2)。
4.根据权利要求1所述的相对位置度检具,其特征在于,检测销(3)包括直径大于导向孔(13)的凸缘部(35)。
5.根据权利要求1所述的相对位置度检具,其特征在于,检测销(3)还包括手柄(31)。
6.根据权利要求1所述的相对位置度检具,其特征在于,法兰定位面(12)和安装定位面(15)的平面度要求精度为0.005mm;定位孔(14)中心线与法兰定位面(12)距离公差为0.02mm;导向孔(13)中心线与定位孔(14)中心线距离公差为0.02mm。
7.根据权利要求1所述的相对位置度检具,其特征在于,第一导向柱(32)与测量柱(34)之间的同轴度精度为0.005mm。
8.根据权利要求1所述的相对位置度检具,其特征在于,第二导向柱(41)与定位柱(42)之间的同轴度精度为0.005mm。
9.根据权利要求1所述的相对位置度检具,其特征在于,第一导向柱(32)与导向孔(13)间隙配合的间隙量小于0.01mm。
技术总结
本技术一种相对位置度检具,由模板、检测销、定位销以及螺钉所组成,使用时法兰定位面与工件法兰面贴合,定位销与工件轮速传感器安装孔配合,安装定位面与工件轮速传感器安装面贴合;从模板导向孔插入检测销,观察检测销是否可以完全插入工件轮速传感器锁紧孔,如果可完全插入,则被测件合格,反之则不合格。本技术在使用中能够快速测量工件轮速传感器锁紧孔与安装孔、安装面以及法兰面之间的相对位置关系;同时,具有结构简单、检测精度高、使用方便、制作成本低等特点。
技术研发人员:周爱东,薛博文,刘佳,陈绍杰,李俊延,孙晓冕,王渭新,范米谦
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!