基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置的制作方法
本技术涉及一种测量装置,更具体地说是一种基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置。
背景技术:
1、圆度是指工件的横截面接近理论圆的程度。在长度计量技术中,一般用圆度误差来表示圆度。当最大半径与最小半径的差值为0时,圆度为0,表示“最圆”。圆度测量方法常见的有回转轴法、三点法、两点法、投影法和坐标法等。根据不同的测量方法,常用的测量仪器有圆度仪、测微仪、千分尺、投影仪、带有电子计算机的三坐标测量机等。而圆度误差的评定主要有4种方法,分别为最小区域法、最小二乘圆法、最小外接圆法和最大内接圆法。
2、圆柱度是指工件上圆柱面外形轮廓上的各点对其轴线保持等距状况,是圆柱体圆度和素线直线度的综合。在长度计量技术中,一般用圆柱度误差来表示圆柱度。圆柱度误差包含了轴剖面和横剖面两个方面的误差,两同轴圆柱面间的径向距离即为圆柱度误差。若需要测量若干横截面,取从各截面读得的所有示值中最大示值与最小示值的差值之半,作为被测圆柱体的圆柱度误差。通常,圆柱度误差用圆度仪或配备计算机的三坐标测量装置测量。
3、近年来,随着卷烟生产自动化技术的高速发展和生产管理信息化的不断提高,各卷烟生产企业对烟支卷制质量提出了更高要求。烟支长度、圆周、圆度和圆柱度是评价烟支卷制质量的重要指标,这些指标的合格与否不仅关乎到企业的生产效率,更是关乎到卷烟产品在终端市场的竞争力。当前,绝大多数卷烟生产企业在对烟支卷制质量评价时多集中在烟支长度和圆周的测量上,而对烟支圆度和圆柱度的关注为之甚少,且很少有烟支圆度和圆柱度专用测量仪器的公开报道。此外,各企业目前使用的烟支长度和圆度的测量仪器多为分体式,要么先测长度后测圆周,要么先测圆周后测长度,测量过程操作繁琐,费工费时。因此,建立一种高效和高性能的测量装置来同步测量烟支长度、圆周、圆度和圆柱度,不论是对卷烟生产企业还是质量监督检验部门来说都显得尤为重要。
技术实现思路
1、本实用新型旨在解决上述技术问题,为此提出一种基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,以期能够应用于对包括烟支在内的柱状产品的长度、圆周、圆度和圆柱度测量,突破现阶段烟支物理质量检测领域中检测方式单一、操作繁琐、仪器性能不足的瓶颈。
2、为实现上述目的,本实用新型采用如下技术方案:
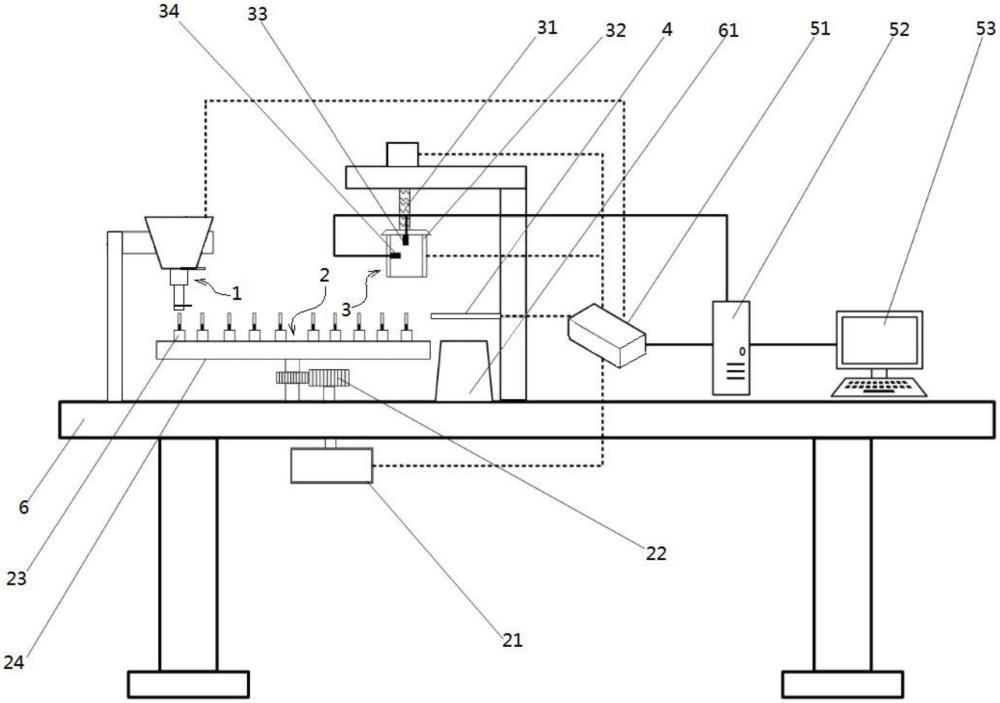
3、一种基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,包括:
4、进样单元,用于批量接收待测量的烟支,并逐根向送样单元输出,所输出的烟支呈滤嘴端朝下的倒立姿态;
5、所述送样单元,通过样品夹持器接收并固定由进样单元输出的烟支,多个所述样品夹持器沿周向等距间隔分设在送样盘上,所述送样盘由脉冲电机驱动、绕盘体中轴线可回转,任一样品夹持器均是,能够随送样盘同步回转至进样单元出料口的正下方,顶端与进样单元出料口之间竖向留有间隙,于烟支的滤嘴端与接收的烟支相接,且随着送样盘的继续回转能够位移至位于检测组件正下方的检测位;
6、检测单元,用于对位于检测位的烟支的表面轮廓的测量,包括检测舱,检测舱初始时悬吊于检测位正上方,由电动伸缩推杆驱动能够下行至罩设于检测位烟支外,舱内顶端中部设有第一轮廓传感器,舱内周壁环设一圈环形电动滑轨,第二轮廓传感器设置在电动滑轨上,所述检测组件利用第一轮廓传感器沿烟支中轴线方向测量,用于获得烟支轴向轮廓数据,利用第二轮廓传感器沿电动滑轨环绕烟支一周测量,用于获得烟支周向轮廓数据;
7、卸样单元,用于对完成检测后的检测位烟支的卸载。
8、本实用新型的结构特点也在于:
9、还包括数据采集处理组件,包括信号控制器与计算机,用于对进样单元、送样单元、检测单元、卸样单元的自动控制,还包括数据采集器,用于采集由第一轮廓传感器与第二轮廓传感器的测量数据,并发送至计算机进行计算处理。
10、所述进样单元为自动进样器,包括样品进料斗、导料段、出料段、第一出料闸门、第二出料闸门,所述样品进料斗为顶端敞口并作为进料口、底端开设出料口的棱台状壳体结构,小端朝下,自出料口处向下依次与导料段、出料段相接,形成贯通的竖向出料通道,第一出料闸门设置在样品进料斗的出料口与导料段上口之间,用于控制样品进料斗的出料口的开/闭,第二出料闸门设置在出料段的底端部,用于控制出料段下端部的开/闭,第二出料闸门距离出料段下口的竖直间距小于单个竖立烟支的长度,出料段下口作为进样单元的出料口;
11、导料段为方柱状壳体结构,导料段的宽度仅能够容纳单个烟支以水平横直的姿态放入,且与烟支两端之间留有间隙,导料段的左右侧壁平行于第一出料闸门的开合方向,左侧壁上端部设有指向导料段中心外凸的姿态调节块,样品进料斗上设有用于提示烟支放置朝向的指示箭头,指示箭头所指方向垂直于第一出料闸门的开合方向,并是朝着姿态调节块的外凸方向设置;
12、出料段为长管状结构,外径小于导料段的宽度,内径能够容纳单个竖立姿态的烟支置入;
13、第一出料闸门与第二出料闸门均为电动闸门,且其中一闸门为开启状态时,另一闸门为闭合状态,始终保持仅有一闸门开启。
14、所述送样单元中,脉冲电机与送样盘之间通过齿轮传动机构传动。
15、所述送样单元中,样品夹持器为由电磁波阻断材料制成的柱状体,顶端面中部涂有不干胶。
16、所述检测单元中,检测舱采用电磁波阻断材料制成,开口端朝下。
17、所述卸样单元为电动摆杆,包括回转驱动装置与摆杆,回转驱动装置用于驱动在水平面内摆动,动力输出轴的中轴线竖直,摆杆杆体水平,由回转驱动装置驱动,能够绕动力输出轴的中轴线在水平面内回转,摆动至检测位处时能够与检测位的样品夹持器上的烟支相接触。
18、还包括支撑台,进样单元、送样单元、检测单元、卸样单元、数据采集处理组件设置在支撑台上;所述支撑台上还设有用于收集由卸样单元卸载的烟支的样品收集桶。
19、所述烟支类型包括烤烟型卷烟、混合型卷烟、机制雪茄烟、手工雪茄烟、加热不燃烧型卷烟、烟用滤棒。
20、所述第一轮廓传感器与第二轮廓传感器为ccd轮廓扫描传感器或激光轮廓扫描传感器。
21、与已有技术相比,本实用新型有益效果体现在:
22、本实用新型利用进样单元、送样单元、检测单元、卸样单元有序完成对待测烟支的进样、送样、检测与卸样,测量过程清晰简捷,检测过程中利用第一轮廓传感器与第二轮廓传感器联合扫描测绘,能够应用于对烟支及其他柱状物体的长度、圆周、圆度和圆柱度的同时测量,适用范围广,采集到的数据维度高、精度高,且为非接触式测量,不会破坏被测物表面,对质地较软的被测物友好,可以实现无损测量,使得样品测量完成后可以重复利用。
技术特征:
1.一种基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是,包括:
2.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:还包括数据采集处理组件,包括信号控制器与计算机,用于对进样单元、送样单元、检测单元、卸样单元的自动控制,还包括数据采集器,用于采集由第一轮廓传感器与第二轮廓传感器的测量数据,并发送至计算机进行计算处理。
3.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述进样单元为自动进样器,包括样品进料斗、导料段、出料段、第一出料闸门、第二出料闸门,所述样品进料斗为顶端敞口并作为进料口、底端开设出料口的棱台状壳体结构,小端朝下,自出料口处向下依次与导料段、出料段相接,形成贯通的竖向出料通道,第一出料闸门设置在样品进料斗的出料口与导料段上口之间,用于控制样品进料斗的出料口的开/闭,第二出料闸门设置在出料段的底端部,用于控制出料段下端部的开/闭,第二出料闸门距离出料段下口的竖直间距小于单个竖立烟支的长度,出料段下口作为进样单元的出料口;
4.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述送样单元中,脉冲电机与送样盘之间通过齿轮传动机构传动。
5.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述送样单元中,样品夹持器为由电磁波阻断材料制成的柱状体,顶端面中部涂有不干胶。
6.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述检测单元中,检测舱采用电磁波阻断材料制成,开口端朝下。
7.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述卸样单元为电动摆杆,包括回转驱动装置与摆杆,回转驱动装置用于驱动在水平面内摆动,动力输出轴的中轴线竖直,摆杆杆体水平,由回转驱动装置驱动,能够绕动力输出轴的中轴线在水平面内回转,摆动至检测位处时能够与检测位的样品夹持器上的烟支相接触。
8.根据权利要求2所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:还包括支撑台,进样单元、送样单元、检测单元、卸样单元、数据采集处理组件设置在支撑台上;所述支撑台上还设有用于收集由卸样单元卸载的烟支的样品收集桶。
9.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述烟支类型包括烤烟型卷烟、混合型卷烟、机制雪茄烟、手工雪茄烟、加热不燃烧型卷烟、烟用滤棒。
10.根据权利要求1所述的基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置,其特征是:所述第一轮廓传感器与第二轮廓传感器为ccd轮廓扫描传感器或激光轮廓扫描传感器。
技术总结
本技术提供了一种基于机器视觉的烟支长度、圆周、圆度和圆柱度测量装置:利用进样单元,用于批量接收待测量的烟支,并逐根向送样单元输出;利用送样单元接收并固定由进样单元输出的烟支,带动烟支回转至位于检测组件正下方的检测位;利用检测单元对位于检测位的烟支表面轮廓进行测量,获得烟支的轴向与周向轮廓数据;利用卸样单元对完成检测的烟支的卸样。本技术能够应用于对包括烟支在内的柱状产品的长度、圆周、圆度和圆柱度测量,突破现阶段烟支物理质量检测领域中检测方式单一、操作繁琐、仪器性能不足的瓶颈。
技术研发人员:郭高飞,韩路,王薛,贺增洋,徐冰霞,董洪旭,田慧娟,邵宁,刁洪林,姜余婷,徐峻,戴魁,刘非,李诗平,宁勇,韩伟,胡锐,常浩,邹鹏,王海洋
受保护的技术使用者:安徽中烟工业有限责任公司
技术研发日:20230428
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!