双O型圈式气密检查装置的制作方法
本技术属于检测领域,涉及一种双o型圈式气密检查装置。
背景技术:
1、汽车行业在零部件制造过程中,经常会涉及圆孔型产品气密性的检查,在检查过程中一般将检查器具密封连接在待测产品孔上,并向待测产品孔内通入气体,以检查产品的密封性。现在通常采用手持待测产品、直接向待测产品孔内通入高压气的方式进行检查,存在高压气管与待测产品孔连接不牢固、高压气管与待测产品孔密封性不好等问题,影响了检查效率。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种双o型圈式气密检查装置,用于检测圆形孔产品的气密性,以提高检测效率,确保检测设备与产品孔的密封性。
2、为达到上述目的,本实用新型提供如下技术方案:
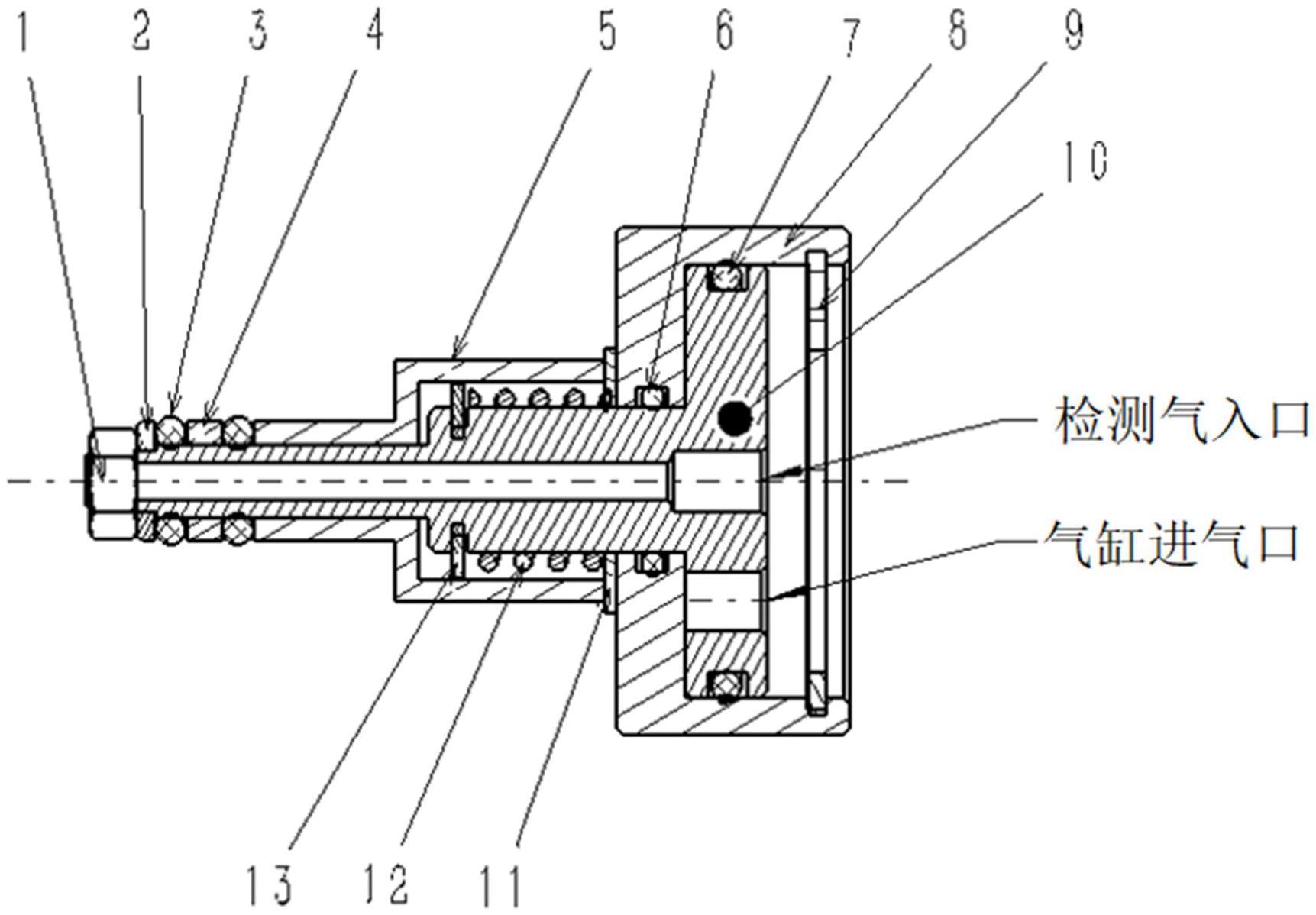
3、一种双o型圈式气密检查装置,包括主体以及活动设置在主体内部的活塞,所述主体呈台阶轴状,其直径最小的一端为检测端,用于伸入待测产品孔内部并从待测产品孔径向对其进行密封;所述活塞朝向所述检测端的一侧上设有锁紧部,所述主体上设置有两个并列设置的第一o型密封圈,所述主体直径最大的一端为气缸,所述活塞的外部形状与所述主体的内部形状相匹配;所述活塞上设有贯穿至锁紧部的检测气通道,还设有连通至所述气缸内侧壁的气缸进气通道。
4、可选的,所述两个第一o型密封圈之间设置有第二平垫圈。
5、可选的,所述主体的检测端与气缸之间设有轴套。
6、可选的,所述活塞上与所述轴套相匹配的位置上设有卡圈,所述卡圈与所述气缸之间设有弹簧。
7、可选的,所述活塞包括三个台阶,其第二个台阶与所述气缸之间通过第二o型密封圈密封。
8、可选的,所述活塞的第三个台阶与所述气缸之间通过第三o型圈进行密封。
9、可选的,所述轴套与所述气缸之间还设有垫圈。
10、可选的,所述第一o型密封圈与所述锁紧部之间设有第一平垫圈。
11、可选的,所述锁紧部为自锁螺母。
12、可选的,所述气缸内设有用于限制所述活塞行程极限的卡圈。
13、本实用新型的有益效果在于:
14、在使用过程中,将装置主体的第一个台阶插入待测产品孔中,向气缸进气口内通入气体,气体进入气缸与活塞行程的密封空间内,带动活塞向右侧移动,通过自锁螺母挤压两个并列布置的第一o型密封圈,使其挤压变形,填满本装置与待测产品孔之间的缝隙,达到密封产品的功能。而后井检测气入口通入气体,检测产品气密性。
15、本实用新型通过检测端上的两个第一o型密封圈实现本装置与待测产品孔的密封,密封效果好,双o型密封圈结构可以保证密封质量,其结构简单,成本低,操作简便。
16、本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种双o型圈式气密检查装置,其特征在于:包括主体以及活动设置在主体内部的活塞,所述主体呈台阶轴状,其直径最小的一端为检测端,用于伸入待测产品孔内部并从待测产品孔径向对其进行密封;所述活塞朝向所述检测端的一侧上设有锁紧部,所述主体上设置有两个并列设置的第一o型密封圈,所述主体直径最大的一端为气缸,所述活塞的外部形状与所述主体的内部形状相匹配;所述活塞上设有贯穿至锁紧部的检测气通道,还设有连通至所述气缸内侧壁的气缸进气通道。
2.根据权利要求1所述的双o型圈式气密检查装置,其特征在于:所述两个第一o型密封圈之间设置有第二平垫圈。
3.根据权利要求1所述的双o型圈式气密检查装置,其特征在于:所述主体的检测端与气缸之间设有轴套。
4.根据权利要求3所述的双o型圈式气密检查装置,其特征在于:所述活塞上与所述轴套相匹配的位置上设有卡圈,所述卡圈与所述气缸之间设有弹簧。
5.根据权利要求3所述的双o型圈式气密检查装置,其特征在于:所述活塞包括三个台阶,其第二个台阶与所述气缸之间通过第二o型密封圈密封。
6.根据权利要求5所述的双o型圈式气密检查装置,其特征在于:所述活塞的第三个台阶与所述气缸之间通过第三o型圈进行密封。
7.根据权利要求3所述的双o型圈式气密检查装置,其特征在于:所述轴套与所述气缸之间还设有垫圈。
8.根据权利要求1所述的双o型圈式气密检查装置,其特征在于:所述第一o型密封圈与所述锁紧部之间设有第一平垫圈。
9.根据权利要求1所述的双o型圈式气密检查装置,其特征在于:所述锁紧部为自锁螺母。
10.根据权利要求1所述的双o型圈式气密检查装置,其特征在于:所述气缸内设有用于限制所述活塞行程极限的卡圈。
技术总结
本技术涉及一种双O型圈式气密检查装置,属于检测领域。包括主体以及活动设置在主体内部的活塞,所述主体呈台阶轴状,其直径最小的一端为检测端,用于伸入待测产品孔内部并从待测产品孔径向对其进行密封;所述活塞朝向所述检测端的一侧上设有锁紧部,所述主体上设置有两个并列设置的第一O型密封圈,所述主体直径最大的一端为气缸,所述活塞的外部形状与所述主体的内部形状相匹配;所述活塞上设有贯穿至锁紧部的检测气通道,还设有连通至所述气缸内侧壁的气缸进气通道。本技术通过检测端上的两个第一O型密封圈实现本装置与待测产品孔的密封,密封效果好,双O型密封圈结构可以保证密封质量,其结构简单,成本低,操作简便。
技术研发人员:黄波,唐兴伟,唐国庆,蒋小雨
受保护的技术使用者:南方英特空调有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!