多通道电阻导通检查机的制作方法
本技术涉及电阻、导通、错误内容检测领域,尤其涉及多通道电阻导通检查机。
背景技术:
1、对于电表产品,需要检测电表内的电阻或者是否导通、错误等情况,以往的检测方法是人工采用万用表一个一个检测电表内的导电片,然后人工判别是否导通,是否发生错误,且判断电表内的电阻等情况,这样导致检测效率低下,且容易产生漏检错检的情况。
技术实现思路
1、为了能批量检测产品的电阻、导通、错误等内容检测情况,提高检测效率,本实用新型采用以下技术方案:
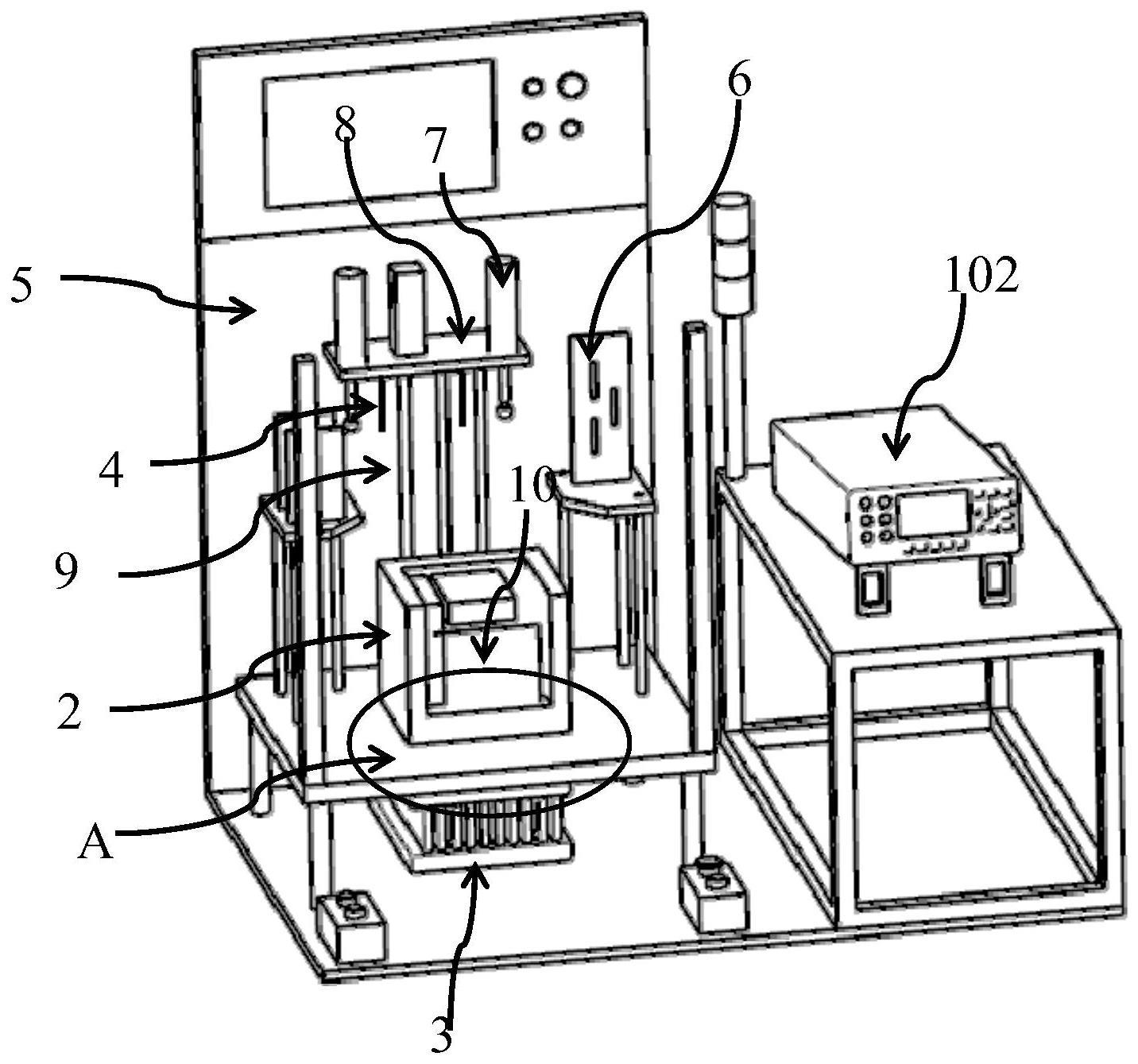
2、多通道电阻导通检查机,包括工作台、微欧计检测机构以及从上至下依次架设在工作台上的上压紧机构、产品放置座和下压紧机构;微欧计检测机构的检测端安装于下压紧机构上,产品被放置在产品放置座上,上压紧机构向下压紧固定产品,下压紧机构驱动微欧计检测机构的检测端向上贴合检测产品。
3、具体的,上压紧机构包括第一升降装置、压柱、减震器、第一压板;第一升降装置架设于工作台上,第一升降装置的驱动端与第一压板连接且驱动第一压板在竖直方向上移动,压柱和减震器固定安装于第一压板上,压柱向下移动压紧产品的导电片,减震器向下移动压紧产品。
4、具体的,微欧计检测机构包括微欧计,微欧计的检测端连接有pin脚。
5、具体的,下压紧机构包括第二升降装置;第二升降装置的驱动端安装有第二压板,pin脚固定安装在第二压板上,第二升降装置驱动pin脚向上贴合,使得产品的导电片插入pin脚内。
6、具体的,还包括色度传感器,色度传感器架设于工作台上,色度传感器的检测方向朝向产品上的导电片位置。
7、具体的,第一升降装置为气缸。
8、具体的,第二升降装置为气缸。
9、综上所述,本实用新型具有以下优点:通过微欧计与小型半自动化运动机构(上压紧机构、产品放置座和下压紧机构)的相结合,从程序面上设置品种检测、欠品检测、导通检测、电阻检测四种功能,较之前非常烦锁的手工作业相比,电表内有有个6个导电片,以前只能人工一次测量一个,采用本装置后,6个导电片能同时测量,效率提高约600%,同时降低了人工检测漏检的现象。
技术特征:
1.多通道电阻导通检查机,其特征在于,包括工作台、微欧计检测机构以及从上至下依次架设在工作台上的上压紧机构、产品放置座和下压紧机构;所述微欧计检测机构的检测端安装于所述下压紧机构上,产品被放置在所述产品放置座上,所述上压紧机构向下压紧固定所述产品,所述下压紧机构驱动所述微欧计检测机构的检测端向上贴合检测所述产品。
2.根据权利要求1所述多通道电阻导通检查机,其特征在于,所述上压紧机构包括第一升降装置、压柱、减震器、第一压板;所述第一升降装置架设于所述工作台上,所述第一升降装置的驱动端与所述第一压板连接且驱动所述第一压板在竖直方向上移动,所述压柱和所述减震器固定安装于所述第一压板上,所述压柱向下移动压紧产品的导电片,所述减震器向下移动压紧产品。
3.根据权利要求1所述多通道电阻导通检查机,其特征在于,所述微欧计检测机构包括微欧计,所述微欧计的检测端连接有pin脚。
4.根据权利要求3所述多通道电阻导通检查机,其特征在于,所述下压紧机构包括第二升降装置;所述第二升降装置的驱动端安装有第二压板,所述pin脚固定安装在所述第二压板上,所述第二升降装置驱动所述pin脚向上贴合,使得产品的导电片插入所述pin脚内。
5.根据权利要求1所述多通道电阻导通检查机,其特征在于,还包括色度传感器,所述色度传感器架设于所述工作台上,所述色度传感器的检测方向朝向产品上的导电片位置。
6.根据权利要求2所述多通道电阻导通检查机,其特征在于,所述第一升降装置为气缸。
7.根据权利要求4所述多通道电阻导通检查机,其特征在于,所述第二升降装置为气缸。
技术总结
多通道电阻导通检查机,包括工作台、微欧计检测机构以及从上至下依次架设在工作台上的上压紧机构、产品放置座和下压紧机构;微欧计检测机构的检测端安装于下压紧机构上,产品被放置在产品放置座上,上压紧机构向下压紧固定产品,下压紧机构驱动微欧计检测机构的检测端向上贴合检测产品。本装置通过微欧计与小型半自动化运动机构(上压紧机构、产品放置座和下压紧机构)的相结合,从程序面上设置品种检测、欠品检测、导通检测、电阻检测四种功能,较之前非常烦锁的手工作业相比,电表内有有个6个导电片,以前只能人工一次测量一个,采用本装置后,6个导电片能同时测量,效率提高约600%,同时降低了人工检测漏检的现象。
技术研发人员:聂正康,戚永幸,陈有桦,上田雄史
受保护的技术使用者:思柏精密科技股份有限公司
技术研发日:20230508
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!