一种密封胶试样工装的制作方法
本申请涉及到密封胶试样制备的工装领域,尤其涉及到一种密封胶试样工装。
背景技术:
1、密封胶180°剥离性能测试的原理是将未固化的密封胶涂覆在试验基材上修正成规定尺寸后在密封胶上覆一层增强织物;在增强织物上再涂覆一层密封胶;待密封胶固化后对密封胶进行180°拉伸,测试密封胶的剥离强度和粘结性能。
2、gb/t 13477.18-2002《建筑密封材料试验方法》第18部分:剥离粘结性的测定中公开了使用玻璃棒和垫板的制样方法。然而,现有技术中垫板不好固定,并且在玻璃棒滚动过程中与未固化的密封胶接触,会存在密封胶表面裹气泡,进而导致密封胶表面不平整的情况。
技术实现思路
1、本申请提供了一种密封胶试样工装,用以改善在修整密封胶的过程中出现密封胶表面裹气泡,进而导致密封胶表面不平整的情况。
2、本申请提供了一种密封胶试样工装,所述试样包括沿第一方向排布的试验基材、第一胶层、增强织物、第二胶层;其中,所述第一胶层与所述第二胶层在所述第一方向上相对设置;所述增强织物位于所述第一胶层与所述第二胶层之间;所述密封胶试样工装包括底板、第一框型组件、第二框型组件和铲刀;其中,所述底板用于承载所述试样以及所述第一框型组件和所述第二框型组件;所述第一框型组件围绕设置在所述第一胶层的外周,所述第一框型组件上具有第一镂空区域,且所述第一镂空区域用于容纳所述试验基材以及容纳制作所述第一胶层的胶;所述第二框型组件围绕设置在所述第二胶层的外周,所述第二框型组件上具有第二镂空区域,且所述第二镂空区域用于容纳制作所述第二胶层的胶;所述铲刀用于清除制作所述第一胶层与所述第二胶层时多余的胶,以使所述第一胶层的厚度与所述第一框型组件的厚度一致、所述第二胶层的厚度与所述第二框型组件的厚度一致;所述第一框型组件与所述第二框型组件在所述第一方向上相对设置;所述第一方向为垂直于所述底板所在平面的方向。在上述技术方案中,通过采用用铲刀清除制作所述第一胶层与所述第二胶层时多余的胶的方式,改善了在修整密封胶的过程中出现密封胶表面裹气泡导致密封胶表面不平整,进而影响测试密封胶剥离性能的情况。
技术特征:
1.一种密封胶试样工装,其特征在于,所述试样包括沿第一方向排布的试验基材、第一胶层、增强织物、第二胶层;
2.根据权利要求1所述的密封胶试样工装,其特征在于,所述第一框型组件、所述第二框型组件均由多个边框合围而成,并使所述第一框型组件的中部具有所述第一镂空区域以及所述第二框型组件的中部具有所述第二镂空区域。
3.根据权利要求2所述的密封胶试样工装,其特征在于,多个所述边框沿所述第一方向上的厚度不等。
4.根据权利要求2所述的密封胶试样工装,其特征在于,合围成同一个所述第一框型组件的多个所述边框厚度相等;
5.根据权利要求2所述的密封胶试样工装,其特征在于,所述第一镂空区域的面积不大于所述底板用于承载所述试验基材的表面的面积;
6.根据权利要求1所述的密封胶试样工装,其特征在于,所述铲刀具有用于清除多余的胶的刀刃;
7.根据权利要求1所述的密封胶试样工装,其特征在于,还包括压紧机构;所述压紧机构用于固定所述试验基材、所述第一框型组件、所述增强织物、所述第二框型组件。
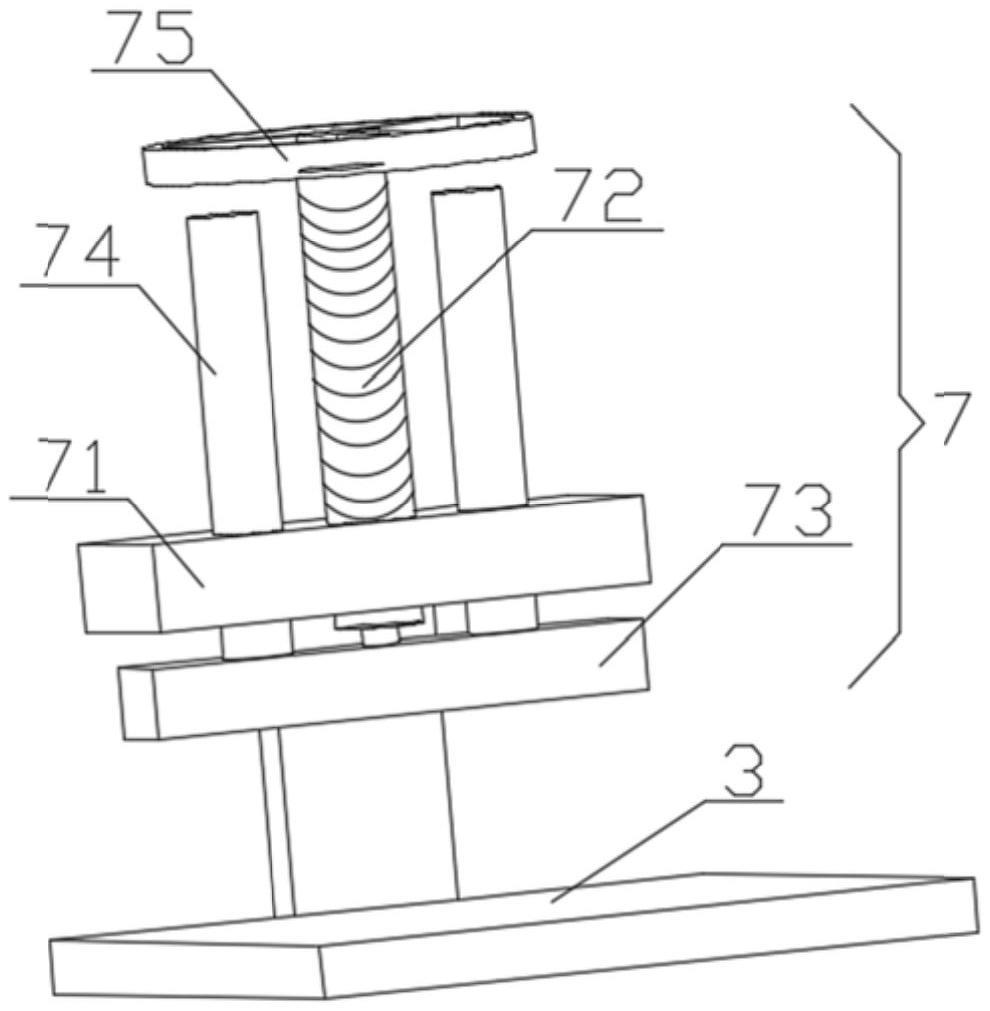
8.根据权利要求7所述的密封胶试样工装,其特征在于,所述压紧机构包括与所述底板连接的固定座和沿所述第一方向移动的螺旋杆;所述螺旋杆与所述固定座螺纹连接,且所述螺旋杆与所述固定座相对移动;
9.根据权利要求8所述的密封胶试样工装,其特征在于,所述压紧机构还包括至少一个与所述压板连接的定位杆;所述固定座上设置有至少一个套设在所述定位杆外侧面的定位孔;
10.根据权利要求7所述的密封胶试样工装,其特征在于,所述压紧机构包括多个沿所述底板的边沿排列的夹子。
技术总结
本申请提供了一种密封胶试样工装,密封胶试样工装包括底板、第一框型组件、第二框型组件和铲刀;其中,底板用于承载试样以及第一框型组件和第二框型组件;铲刀用于清除制作第一胶层与第二胶层时多余的胶,以使第一胶层的厚度与第一框型组件的厚度一致、第二胶层的厚度与第二框型组件的厚度一致;第一框型组件与第二框型组件在第一方向上相对设置;第一方向为垂直于底板所在平面的方向。在上述技术方案中,通过采用用铲刀清除制作第一胶层与第二胶层时多余的胶的方式,改善了在修整密封胶的过程中出现密封胶表面裹气泡,进而导致密封胶表面不平整的情况。
技术研发人员:张燕红,陈继芳,杨秀丽,苏会芳,齐贝贝,张敬轩,赵小帅,秦英智,杨晓菲,熊晓波,张敬伟,张超,赵彦广
受保护的技术使用者:郑州中原思蓝德高科股份有限公司
技术研发日:20230523
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!