门型检测装置的制作方法
本技术属于轴承套圈的检测,具体涉及门型检测装置。
背景技术:
1、轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
2、轴承的基本结构都是由内圈、外圈、滚动体(钢球或滚子)和保持架四个零件组成。
3、轴承的内圈和外圈的尺寸,决定了轴承整体的尺寸,因此,轴承内圈和外圈的尺寸的检测极为重要。
4、目前,在生产线上,产线工人对于轴承内圈和外圈的检测,或是使用卡尺,或是直接用眼检测。
5、现将上述两种检测方式的缺点进行说明:
6、卡尺检测:在使用卡尺检测时,其检测速度慢,因而导致检测效率不高;
7、直接用眼检测:产线工人为了提高生产效率,会采用使用眼睛直接观测的形式进行检测,这种检测的方式,其检测的精确度较差。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的是提供门型检测装置,以解决现有生产线上,产线工人对于轴承内圈和外圈的检测,或是使用卡尺,或是直接用眼检测,检测效率低、精确度不高。
2、为实现上述目的,本实用新型提供如下技术方案:
3、门型检测装置,包括:
4、能够使轴承的套圈穿过、且对轴承套圈的尺寸进行检测的仿形门型部件;
5、红外检测头,其安装在所述仿形门型部件上;
6、第一料道,其安装在所述仿形门型部件的一侧;
7、矫正料道,其安装在所述仿形门型部件的另一侧;
8、以及第二料道,其安装在所述矫正料道上;
9、其中,所述第一料道、仿形门型部件、矫正料道以及第二料道呈直线式分布。
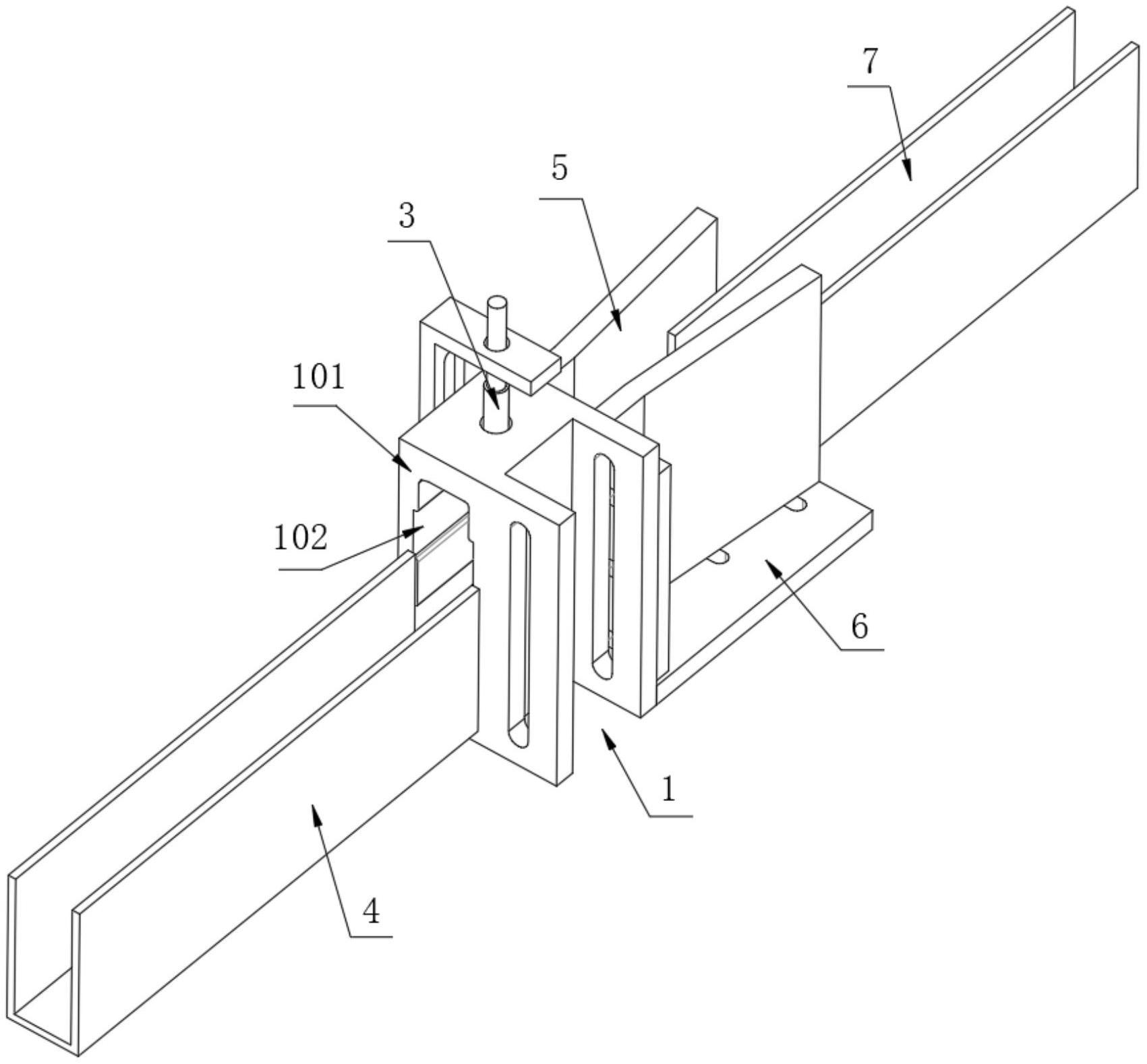
10、作为本实用新型的进一步方案,所述仿形门型部件包括固定块,所述固定块上开设有通槽,所述通槽的内腔形成有能够便于轴承套圈穿过、且能够对其尺寸进行检测的检测通道;
11、所述固定块的顶部一侧开设有安装槽,所述安装槽与通槽相连通;
12、所述红外检测头设置在安装槽内。
13、作为本实用新型的进一步方案,所述固定块的一侧侧壁上固定安装有倒l型支架,所述倒l型支架的顶部一端开设有通孔,所述红外检测头的顶部一端由通孔向上穿出,并与所述倒l型支架固定连接,所述红外检测头的底部一端能够由安装槽向下穿入。
14、作为本实用新型的进一步优选方案,所述第一料道的一端固定安装在固定块的一侧侧壁上,且所述第一料道的内腔与通槽内形成的检测通道相连通;
15、所述矫正料道具有窄口部与宽口部,所述矫正料道的窄口部一端固定安装在固定块在远离第一料道的一侧侧壁上,且所述矫正料道的内腔与通槽内形成的检测通道相连通;
16、所述第二料道固定安装在矫正料道的宽口部的内腔中,且所述第二料道的内腔与矫正料道的内腔相连通。
17、作为本实用新型的优选方案,所述矫正料道的底部固定安装有承托板,所述承托板的一侧侧壁与固定块的侧壁固定连接。
18、作为本实用新型的优选方案,所述第一料道和第二料道均为u型料道。
19、作为本实用新型的进一步优选方案,所述矫正料道呈v型。
20、相比于现有技术,本实用新型提供的门型检测装置具有以下有益效果:
21、1、本实用新型将待检测的轴承套圈以直立形式由第二料道进入,轴承套圈能够在第二料道向前滚动,经矫正料道进入仿形门型部件内,在仿形门型部件的限制下,对轴承套圈的尺寸进行检测,合格的尺寸会经由仿形门型部件滚入第一料道,通过第一料道向外滚出。
22、当不合格的轴承套圈经过仿形门型部件内时(不合格的情形包括尺寸超标或者形状超标),红外检测头会对产品进行红外检测,并将检测的电信号向车间的电脑(图中未示出)传输,并通过车间的电脑向警报器(图中未示出)发出指令,经由警报器进行报警提醒,从而提醒产线的工作人员,在检测的轴承套圈中,存在不良品。
23、上述检测模式下,既能够提高轴承套圈的检测效率,又能够提高检测精度,结合了卡尺检测的精确度和眼部观测的检测效率。
24、2、本实用新型中,仿形门型部件包括固定块,固定块上开设有通槽,通槽的内腔形成有便于轴承套圈穿过、且对其尺寸进行检测的检测通道。
25、固定块的顶部一侧开设有安装槽,安装槽与通槽相连通。
26、红外检测头设置在安装槽内,以上为仿形门型部件的具体结构形式,待检测的轴承套圈能够进入由通槽形成的检测通道内进行检测,检测通道内的尺寸为预先设定标准尺寸,在检测通道的作用下,能够提高产线工人对轴承套圈尺寸检测的效率。
27、3、本实用新型中,第一料道的一端固定安装在固定块的一侧侧壁上,且第一料道的内腔与通槽内形成的检测通道相连通。
28、矫正料道具有窄口部与宽口部,矫正料道的窄口部一端固定安装在固定块在远离第一料道的一侧侧壁上,且矫正料道的内腔与通槽内形成的检测通道相连通。
29、第二料道固定安装在矫正料道的宽口部的内腔中,且第二料道的内腔与矫正料道的内腔相连通,从而能够便于轴承套圈依次进入,穿过通槽内形成的检测通道,再经由仿形门型部件和第一料道向外滚出。
技术特征:
1.门型检测装置,其特征在于,包括:
2.根据权利要求1所述的门型检测装置,其特征在于:所述仿形门型部件(1)包括固定块(101),所述固定块(101)上开设有通槽(102),所述通槽(102)的内腔形成有能够便于轴承套圈穿过、且能够对其尺寸进行检测的检测通道;
3.根据权利要求2所述的门型检测装置,其特征在于:所述固定块(101)的一侧侧壁上固定安装有倒l型支架(2),所述倒l型支架(2)的顶部一端开设有通孔,所述红外检测头(3)的顶部一端由通孔向上穿出,并与所述倒l型支架(2)固定连接,所述红外检测头(3)的底部一端能够由安装槽(103)向下穿入。
4.根据权利要求3所述的门型检测装置,其特征在于:所述第一料道(4)的一端固定安装在固定块(101)的一侧侧壁上,且所述第一料道(4)的内腔与通槽(102)内形成的检测通道相连通;
5.根据权利要求4所述的门型检测装置,其特征在于:所述矫正料道(5)的底部固定安装有承托板(6),所述承托板(6)的一侧侧壁与固定块(101)的侧壁固定连接。
6.根据权利要求4所述的门型检测装置,其特征在于:所述第一料道(4)和第二料道(7)均为u型料道。
7.根据权利要求5所述的门型检测装置,其特征在于:所述矫正料道(5)呈v型。
技术总结
本技术涉及轴承套圈的检测技术领域,公开的门型检测装置,包括:能够使轴承的套圈穿过、且对轴承套圈的尺寸进行检测的仿形门型部件;红外检测头;安装在仿形门型部件一侧的第一料道;安装在仿形门型部件另一侧的矫正料道;以及安装在矫正料道上的第二料道。本技术使轴承套圈在第二料道内以直立形式向前滚动,经矫正料道滚入仿形门型部件内,在仿形门型部件的限定作用下,对轴承套圈的尺寸进行检测,合格轴承套圈经仿形门型部件由第一料道向外输出,上述检测模式,既能够提高轴承套圈的检测效率,又能够提高检测精度。
技术研发人员:徐乐祺,叶美成,余健,李果,杨建国
受保护的技术使用者:衢州佳沃精密智造有限公司
技术研发日:20230602
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!