一种管道环形焊缝检测系统的超声检测机构的制作方法
本技术涉及管道焊缝检测,更具体地说涉及一种管道环形焊缝检测系统的超声检测机构。
背景技术:
1、焊缝是利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝,焊缝金属冷却后,即将两个焊件连接成整体。管道焊缝多为环形焊缝,其将两端连接的管道通过焊接连接成一体以不断延长管道。除了对焊接技术和焊接工艺的要求以外,焊接质量检测也是焊接结构质量管理的重要一环,通过对焊接质量进行检测,以确保焊接产品安全可靠的运行。现常见的焊接质量检测方式包括超声检测和磁粉探伤等。
2、现有技术中,公开号为cn207611016u的专利,公开了一种管道焊缝自动化检测装置,管道超声检测领域。目前,智能超声波检测装置,不能满足工程检测的实际需求。本实用新型包括环形抱箍轨道、动力装置、制动器、活动支架、报警器、超声检测仪、探头固定端及超声检测探头,环形抱箍轨道可拆卸的环抱于管道上,动力装置设于环形抱箍轨道上,报警器、制动器和超声检测仪设于动力装置上,活动支架的一端连接于动力装置上,另一端设有探头固定端,探头固定端设有超声检测探头;超声检测探头与超声检测仪电连接,超声检测仪与制动器电连接,制动器与报警器电连接。本技术方案结构简单,有效地实现对焊缝的自动化探伤检测,检测速度快,检测效率和准确性高。
3、其中,探头对检测壁面的稳定耦合是检测成功率及自动化效率的关键点,如果不能提供稳定耦合则会成为自动化检测的技术瓶颈。上述专利提供的检测装置,其超声检测探头与检测壁面刚性接触,无法与检测壁面稳定耦合,无法对焊缝质量进行准确检测。
技术实现思路
1、为了克服上述现有技术中存在的缺陷,本实用新型的目的是提供一种管道环形焊缝检测系统的超声检测机构,以解决上述超声检测探头与检测壁面刚性接触,无法与检测壁面稳定耦合,无法对焊缝质量进行准确检测等问题。
2、为了实现以上目的,本实用新型采用的技术方案:
3、一种管道环形焊缝检测系统的超声检测机构,包括探头组件和快拆插口组件;
4、所述探头组件包括外框、内框和超声探头,所述外框上部设置有快拆凸起,下部设置有超声探头容纳腔体,所述内框弹性且活动安装在所述外框内,所述超声探头固定安装在所述内框内且同时位于所述超声探头容纳腔体内,超声探头的正面朝向所述外框下方;
5、所述快拆插口组件包括快拆插口和快拆固定件,所述快拆凸起插入所述快拆插口内,所述快拆固定件插入所述快拆插口并与所述快拆凸起相抵固定所述探头组件。
6、进一步的是,所述探头组件还包括相互垂直的第一导柱和第二导柱,所述第一导柱滑动安装在所述外框上且穿过所述外框,第一导柱底端与所述第二导柱连接,所述第二导柱与所述内框转动连接。
7、进一步的是,所述探头组件还包括弹簧导筒,所述弹簧导筒套在所述第一导柱上,其顶端与所述外框接触,底端与所述第二导柱接触。
8、进一步的是,所述第一导柱、第二导柱和弹簧导筒构成弹性活动组成,所述弹性活动组成设置有两组,且分别位于所述外框两端的中部。
9、进一步的是,所述外框下部还设置有内框活动腔体,所述内框活动腔体位于所述超声探头容纳腔体外侧,所述内框弹性且活动安装在所述内框活动腔体内。
10、进一步的是,所述外框底端还安装有尼龙脚。
11、进一步的是,所述快拆凸起侧壁上设置有环形槽,所述快拆插口上设置有快拆口,所述快拆口侧壁上设置有固定件穿孔;所述快拆凸起插入所述快拆口,所述快拆固定件穿过所述固定件穿孔后插入所述环形槽内固定所述探头组件。
12、本实用新型的有益效果:
13、本实用新型提供的超声检测机构,内框弹性且活动安装在外框内,超声探头固定安装在内框内,也即超声探头也弹性活动安装,使超声探头有足够的自由度,保证超声探头稳定且柔顺的贴合检测壁面,与检测壁面柔性接触,使之始终处于最佳耦合状态,准确地对检测壁面的焊缝质量进行检测。
14、本实用新型提供的超声检测机构,快拆插口组件安装在管道环形焊缝检测机器人上,可通过快拆插口组件的快拆固定件,将不同型号的探头组件,快速拆卸和安装在快拆插口组件的快拆插口上,以对大型压力管道的环形焊缝进行超声检测,满足检测工艺中对每条焊缝的整套超声波检测需要多次切换不同型号探头的需求。
技术特征:
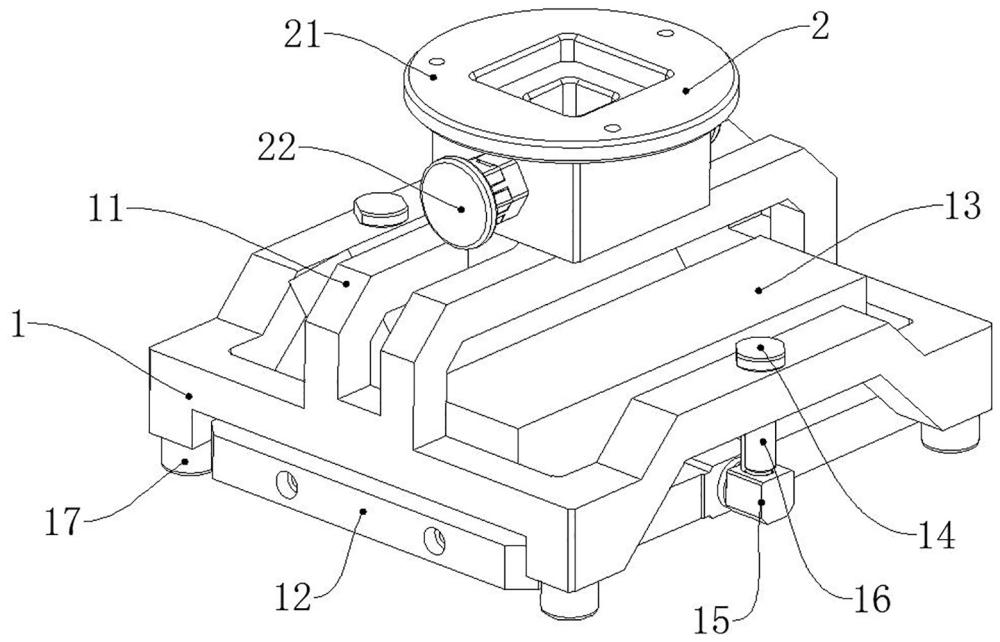
1.一种管道环形焊缝检测系统的超声检测机构,其特征在于:包括探头组件(1)和快拆插口组件(2);
2.如权利要求1所述的超声检测机构,其特征在于:所述探头组件(1)还包括相互垂直的第一导柱(14)和第二导柱(15),所述第一导柱(14)滑动安装在所述外框(11)上且穿过所述外框(11),第一导柱(14)底端与所述第二导柱(15)连接,所述第二导柱(15)与所述内框(12)转动连接。
3.如权利要求2所述的超声检测机构,其特征在于:所述探头组件(1)还包括弹簧导筒(16),所述弹簧导筒(16)套在所述第一导柱(14)上,其顶端与所述外框(11)接触,底端与所述第二导柱(15)接触。
4.如权利要求3所述的超声检测机构,其特征在于:所述第一导柱(14)、第二导柱(15)和弹簧导筒(16)构成弹性活动组成,所述弹性活动组成设置有两组,且分别位于所述外框(11)两端的中部。
5.如权利要求1所述的超声检测机构,其特征在于:所述外框(11)下部还设置有内框活动腔体(113),所述内框活动腔体(113)位于所述超声探头容纳腔体(112)外侧,所述内框(12)弹性且活动安装在所述内框活动腔体(113)内。
6.如权利要求1所述的超声检测机构,其特征在于:所述外框(11)底端还安装有尼龙脚(17)。
7.如权利要求1所述的超声检测机构,其特征在于:所述快拆凸起(111)侧壁上设置有环形槽(114),所述快拆插口(21)上设置有快拆口(211),所述快拆口(211)侧壁上设置有固定件穿孔(212);所述快拆凸起(111)插入所述快拆口(211),所述快拆固定件(22)穿过所述固定件穿孔(212)后插入所述环形槽(114)内固定所述探头组件(1)。
技术总结
本技术公开了一种管道环形焊缝检测系统的超声检测机构,涉及管道焊缝检测技术领域,包括探头组件和快拆插口组件,探头组件包括外框、内框和超声探头,外框上部设置有快拆凸起,下部设置有超声探头容纳腔体,内框弹性且活动安装在外框内,超声探头固定安装在内框内且同时位于超声探头容纳腔体内,超声探头的正面朝向外框下方;快拆插口组件包括快拆插口和快拆固定件,快拆凸起插入快拆插口内,快拆固定件插入快拆插口并与快拆凸起相抵固定探头组件。该超声检测机构,内框弹性且活动安装在外框内,使超声探头也弹性活动安装,超声探头有足够的自由度,保证超声探头稳定且柔顺的贴合检测壁面,与检测壁面柔性接触,使之始终处于最佳耦合状态。
技术研发人员:张立殷,张帆,罗炜,谢齐,叶欣延,张沛,任建明,曹毅,蒋希文,郑雯文
受保护的技术使用者:东方电气(广州)重型机器有限公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!