一种汽车水软管夹支架零件用检具工装的制作方法
本技术涉及一种汽车水软管夹支架零件用检具工装,属于铸造行业检测工装。
背景技术:
1、现有技术中,汽车水软管夹支架零件已面向大规模、批量化生产,需要保证零件品质合格,才能装车。其中就包括某些“形位、尺寸”的合格与否检测。针对该零件的某些“形位、尺寸”检测评价作业,量产后,采用检具工装作业代替量具作业能极大的提高作业效率。但由于该零件形状结构的不同,制作通用检具工装是无法满足检测评价需求的,因此亟需一种专品专用的检具工装来进行对不同形状结构的零件的检测评价,以提高检测评价作业效率。
2、现有较常用的一种汽车水软管夹支架零件(下面简称待检测零件),如图6~图8所示,其上不同位置加工有不同倾斜角度的通孔,即第一通孔101、第二通孔102、第三通孔103、第四通孔104、第五通孔105及第六通孔106,待检测零件经检测后确认品质合格,即为合格零件,待检测零件经检测后确认品质不合格,即为不合格零件,本申请即是针对该种待检测零件的检测评价专门设计的一种检具工装。
技术实现思路
1、本实用新型是为了解决上述技术问题,进而提供了一种汽车水软管夹支架零件用检具工装。
2、本实用新型为解决上述技术问题所采用的技术方案是:
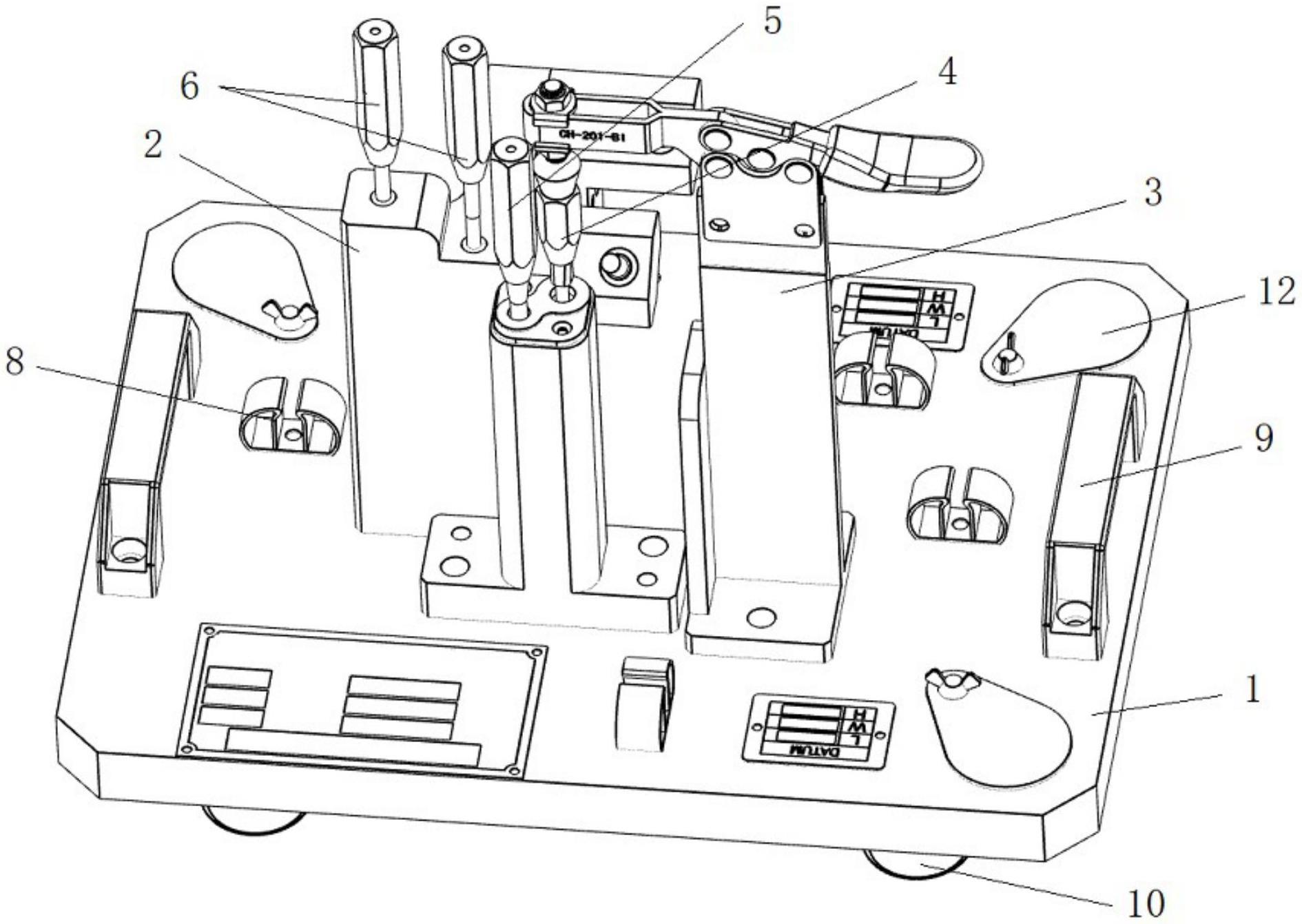
3、一种汽车水软管夹支架零件用检具工装,包括底座、检测块、快卡限位组件、第一至第四定位销,其中,所述检测块及所述快卡限位组件分别固装在底座上,所述检测块上开设有第一至第六检测孔,且第一至第六检测孔与合格零件上的第一至第六通孔一一对应设置,待检测零件搭设在检测块上,第一定位销依次插装在第一通孔及第一检测孔内,第二定位销依次插装在第二通孔及第二检测孔内,快卡限位组件压设在第一定位销的顶端实现对待检测零件的竖向限位,通过第三定位销实现对第三通孔与第四通孔的检测,通过第四定位销实现对第五通孔与第六通孔的检测。
4、进一步地,第一检测孔为半圆形孔,第二检测孔为螺纹孔。
5、进一步地,所述检测块包括第一至第四支撑块,其中第一支撑块及第二支撑块均竖向固装在底座上,第一检测孔及第二检测孔均开设在第一支撑块上,第三检测孔及第四检测孔均开设在第二支撑块上;第三支撑块及第四支撑块分别垂直固装在第二支撑块的一侧面,第五检测孔及第六检测孔一一对应开设在第三支撑块及第四支撑块上。
6、进一步地,所述第三支撑块包括呈l形一体固接的第一固定块及第一限位块,其中所述第一固定块与第二支撑块之间通过螺栓固接,第五检测孔开设在第一限位块上。
7、进一步地,所述第二支撑块包括底部支撑块及一体固装在底部支撑块顶端的l形限位块,所述第三检测孔及第四检测孔均开设在l形限位块上。
8、进一步地,所述快卡限位组件包括支撑立柱、第一压杆、第二压杆及压块,其中支撑立柱竖向固装在底座上,支撑立柱的顶端加工有呈m形平滑过渡的滑道,第一压杆位于支撑立柱的上方且第一压杆与支撑立柱之间通过连接块转动连接,第一压杆的一端部与第二压杆的一端上部之间铰接,第二压杆的一端下部与支撑立柱的顶端铰接,压块竖向固装在第二压杆的另一端底部。
9、进一步地,底座的上表面上固设有若干安装座,第二定位销至第四定位销一一对应通过弹簧绳连接在若干安装座上。
10、进一步地,底座的上表面固装有两个把手,且两个把手分别位于底座长度方向的两端。
11、进一步地,底座的下表面均布有若干支撑腿。
12、进一步地,底座上开设有至少两个基准孔,每个基准孔上对应盖设有基准保护盖。
13、本实用新型与现有技术相比具有以下效果:
14、通过本实用新型的检具工装,能够快速、准确的检测出待检测零件上通孔深度及位置度的合格与否,有效提高了检测评价作业效率。并且,由于待检测零件的固定采用第一定位销、第二定位销及快卡限位组件共同配合,能够快速有效的固定产品,不会发生产品在检测过程中晃动脱落等情况,提升安全性、准确性,作业效率远超通用量具。
技术特征:
1.一种汽车水软管夹支架零件用检具工装,其特征在于:包括底座(1)、检测块(2)、快卡限位组件(3)、第一至第四定位销,其中,所述检测块(2)及所述快卡限位组件(3)分别固装在底座(1)上,所述检测块(2)上开设有第一至第六检测孔,且第一至第六检测孔与合格零件上的第一至第六通孔一一对应设置,待检测零件搭设在检测块(2)上,第一定位销(4)依次插装在第一通孔(101)及第一检测孔(2-1)内,第二定位销(5)依次插装在第二通孔(102)及第二检测孔(2-2)内,快卡限位组件(3)压设在第一定位销(4)的顶端实现对待检测零件的竖向限位,通过第三定位销(6)实现对第三通孔(103)与第四通孔(104)的检测,通过第四定位销(7)实现对第五通孔(105)与第六通孔(106)的检测。
2.根据权利要求1所述的一种汽车水软管夹支架零件用检具工装,其特征在于:第一检测孔(2-1)为半圆形孔,第二检测孔(2-2)为螺纹孔。
3.根据权利要求1或2所述的一种汽车水软管夹支架零件用检具工装,其特征在于:所述检测块(2)包括第一至第四支撑块,其中第一支撑块(2-7)及第二支撑块(2-8)均竖向固装在底座(1)上,第一检测孔(2-1)及第二检测孔(2-2)均开设在第一支撑块(2-7)上,第三检测孔(2-3)及第四检测孔(2-4)均开设在第二支撑块(2-8)上;第三支撑块(2-9)及第四支撑块(2-10)分别垂直固装在第二支撑块(2-8)的一侧面,第五检测孔(2-5)及第六检测孔(2-6)一一对应开设在第三支撑块(2-9)及第四支撑块(2-10)上。
4.根据权利要求3所述的一种汽车水软管夹支架零件用检具工装,其特征在于:所述第三支撑块(2-9)包括呈l形一体固接的第一固定块(2-91)及第一限位块(2-92),其中所述第一固定块(2-91)与第二支撑块(2-8)之间通过螺栓固接,第五检测孔(2-5)开设在第一限位块(2-92)上。
5.根据权利要求3所述的一种汽车水软管夹支架零件用检具工装,其特征在于:所述第二支撑块(2-8)包括底部支撑块(2-81)及一体固装在底部支撑块(2-81)顶端的l形限位块(2-82),所述第三检测孔(2-3)及第四检测孔(2-4)均开设在l形限位块(2-82)上。
6.根据权利要求1所述的一种汽车水软管夹支架零件用检具工装,其特征在于:所述快卡限位组件(3)包括支撑立柱(3-1)、第一压杆(3-2)、第二压杆(3-3)及压块(3-4),其中支撑立柱(3-1)竖向固装在底座(1)上,支撑立柱(3-1)的顶端加工有呈m形平滑过渡的滑道(3-11),第一压杆(3-2)位于支撑立柱(3-1)的上方且第一压杆(3-2)与支撑立柱(3-1)之间通过连接块(3-5)转动连接,第一压杆(3-2)的一端部与第二压杆(3-3)的一端上部之间铰接,第二压杆(3-3)的一端下部与支撑立柱(3-1)的顶端铰接,压块(3-4)竖向固装在第二压杆(3-3)的另一端底部。
7.根据权利要求1所述的一种汽车水软管夹支架零件用检具工装,其特征在于:底座(1)的上表面上固设有若干安装座(8),第二定位销(5)至第四定位销(7)一一对应通过弹簧绳连接在若干安装座(8)上。
8.根据权利要求1所述的一种汽车水软管夹支架零件用检具工装,其特征在于:底座(1)的上表面固装有两个把手(9),且两个把手(9)分别位于底座(1)长度方向的两端。
9.根据权利要求1所述的一种汽车水软管夹支架零件用检具工装,其特征在于:底座(1)的下表面均布有若干支撑腿(10)。
10.根据权利要求1所述的一种汽车水软管夹支架零件用检具工装,其特征在于:底座(1)上开设有至少两个基准孔,每个基准孔上对应盖设有基准保护盖(12)。
技术总结
本技术涉及一种汽车水软管夹支架零件用检具工装,属于铸造行业检测工装技术领域。本技术解决了现有的汽车水软管夹支架零件因缺少专用的检具工装而导致的检测评价作业效率低的问题。检测块及快卡限位组件分别固装在底座上,第一至第六检测孔与合格零件上的第一至第六通孔一一对应设置,待检测零件搭设在检测块上,第一定位销依次插装在第一通孔及第一检测孔内,第二定位销依次插装在第二通孔及第二检测孔内,快卡限位组件压设在第一定位销的顶端实现对待检测零件的竖向限位。通过本技术的检具工装,能够快速、准确的检测出待检测零件上通孔深度及位置度的合格与否,有效提高了检测评价作业效率。
技术研发人员:宋伟生,于澎
受保护的技术使用者:四川吉星轻量化科技有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!