吸油管过滤器气密性检测工装的制作方法
本技术属于一种汽车零部件的检测工装,尤其是涉及一种吸油管过滤器气密性检测工装。
背景技术:
1、汽车中的吸油管过滤器在使用时,对其密封性要求很高,因此,在生产时,需要对工件的气密性进行检测,在检测时一般都需要工装进行辅助。如申请号为202221868742.2公开的一种吸油管气密性试压工装,在使用时,卡箍组件中的第一紧固块和第二紧固块通过手动拧动螺丝固定,将工件进行夹紧固定,然后转动驱动杆进行压紧密封,最后再进行气密性检测。该工装整个过程均是采用人工手动固定,需要耗费较多的人力,效率较低。
技术实现思路
1、本实用新型的目的在于提供一种能够解决上述问题中的至少一个的吸油管过滤器气密性检测工装。
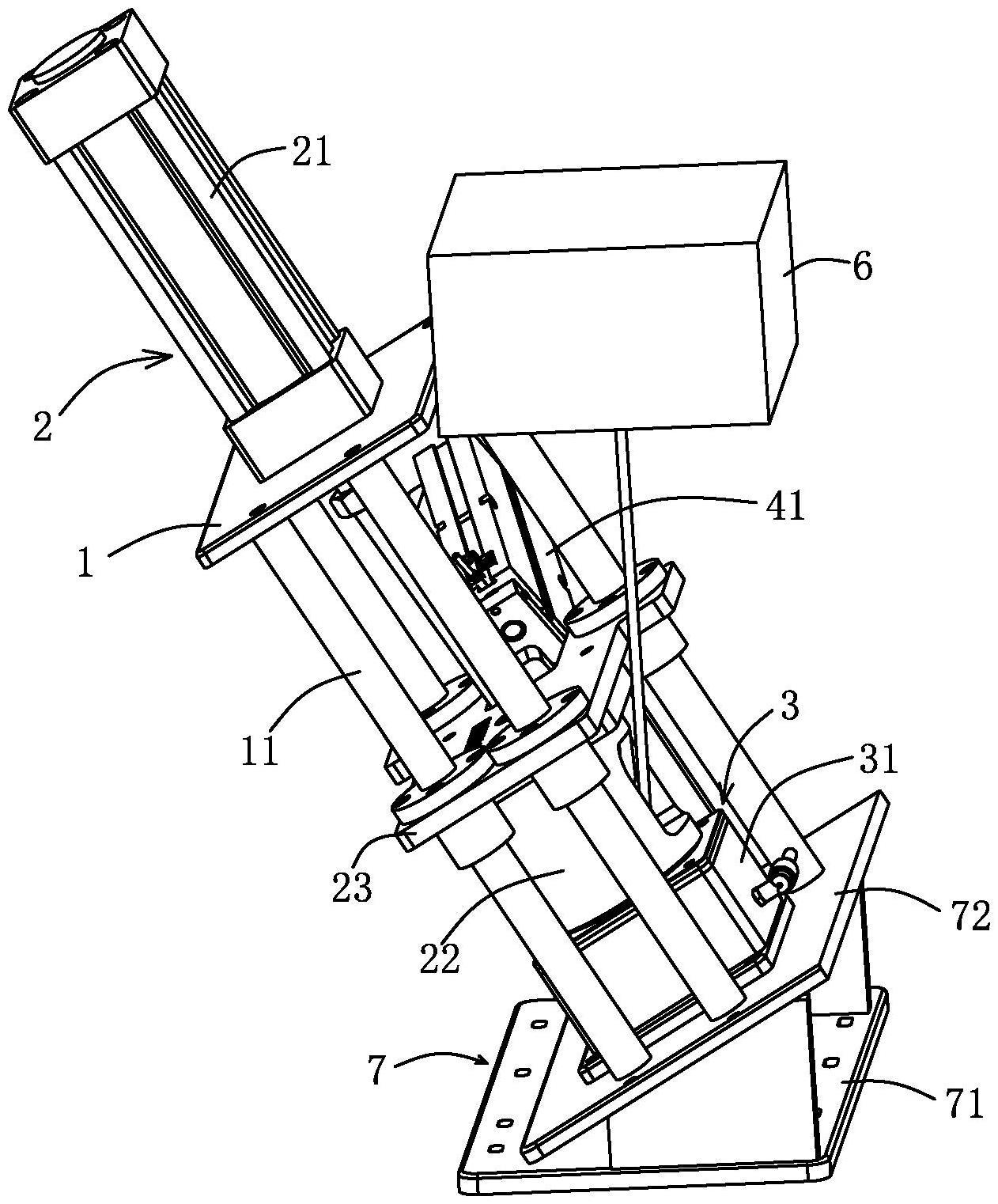
2、根据本实用新型的一个方面,提供了一种吸油管过滤器气密性检测工装,包括安装架、上模保压装置、下模充气装置和封气装置,上模保压装置包括第一气缸和压块,第一气缸设于安装架上,压块与第一气缸的活塞杆连接,下模充气装置包括充气底座,充气底座位于压块的下方,封气装置设于压块的一侧,充气底座上设有通气孔。
3、本实用新型的有益效果是:通过设有充气底座,便于吸油管过滤器在检测时,直接放置固定在充气底座上;通过设有上模保压装置,通过第一气缸活塞杆的伸缩,带动压块上下移动,方便压块与充气底座将工件压紧固定,而无需人工手动对工件进行紧固固定,大大节省了人工,且实现了工件的快速固定,提高了工作效率。
4、在一些实施方式中,上模保压装置还包括滑块,安装架上设有导柱,滑块套设在导柱上,滑块的上方与第一气缸的活塞杆连接,滑块的下方与压块相连接。由此,通过滑块与导柱的配合,提高了压块升降的平稳性,利于压块平稳压紧工件。
5、在一些实施方式中,压块内设有第一空腔,第一空腔的一侧设有第一通孔,封气装置与第一通孔相对应。由此,设有第一通孔,便于工件开口一端的伸出,通过封气装置对该部位进行密封,便于气密性检测。
6、在一些实施方式中,封气装置包括第二气缸和封气块,第二气缸的缸体固定在安装架上,封气块与第二气缸的活塞杆相连接,封气块与第一通孔相对应。由此,通过设有第二气缸,便于带动封气块的移动,实现封气块对工件相应部位的密封,操作方便。
7、在一些实施方式中,吸油管过滤器气密性检测工装还包括镭射机,第一空腔的另一侧设有第二通孔,镭射机与第二通孔相对应。由此,通过设有镭射机,便于对工件的相应部位进行打标标记,使得打标与气密性检测同时进行,减少整体耗费的时间,提高工作效率。
8、在一些实施方式中,充气底座设有第二空腔,第二空腔与第一空腔对应设置,充气底座与压块配合处设有密封圈。由此,通过设有密封圈,提高充气底座与压块配合处的密封性。
9、在一些实施方式中,吸油管过滤器气密性检测工装还包括底座,底座包括底板和面板,面板设于底板的上方,并倾斜设置,充气底座设于面板上,安装架设于面板上。由此,通过面板的倾斜设置,使得充气底座倾斜设置,从而方便工件放入到第二空腔内。
技术特征:
1.吸油管过滤器气密性检测工装,其特征在于,包括安装架(1)、上模保压装置(2)、下模充气装置(3)和封气装置(4),所述上模保压装置(2)包括第一气缸(21)和压块(22),所述第一气缸(21)设于安装架(1)上,所述压块(22)与第一气缸(21)的活塞杆连接,所述下模充气装置(3)包括充气底座(31),所述充气底座(31)位于压块(22)的下方,所述封气装置(4)设于压块(22)的一侧,所述充气底座(31)上设有通气孔。
2.根据权利要求1所述的吸油管过滤器气密性检测工装,其特征在于,所述上模保压装置(2)还包括滑块(23),所述安装架(1)上设有导柱(11),所述滑块(23)套设在导柱(11)上,所述滑块(23)的上方与第一气缸(21)的活塞杆连接,所述滑块(23)的下方与压块(22)相连接。
3.根据权利要求2所述的吸油管过滤器气密性检测工装,其特征在于,所述压块(22)内设有第一空腔,所述第一空腔的一侧设有第一通孔(221),所述封气装置(4)与第一通孔(221)相对应。
4.根据权利要求3所述的吸油管过滤器气密性检测工装,其特征在于,所述封气装置(4)包括第二气缸(41)和封气块(42),所述第二气缸(41)的缸体固定在安装架(1)上,所述封气块(42)与第二气缸(41)的活塞杆相连接,所述封气块(42)与第一通孔(221)相对应。
5.根据权利要求4所述的吸油管过滤器气密性检测工装,其特征在于,还包括镭射机(6),所述第一空腔的另一侧设有第二通孔(222),所述镭射机(6)与第二通孔(222)相对应。
6.根据权利要求5所述的吸油管过滤器气密性检测工装,其特征在于,所述充气底座(31)设有第二空腔(311),所述第二空腔(311)与第一空腔对应设置,所述充气底座(31)与压块(22)配合处设有密封圈(5)。
7.根据权利要求1~6任一项所述的吸油管过滤器气密性检测工装,其特征在于,还包括底座(7),所述底座(7)包括底板(71)和面板(72),所述面板(72)设于底板(71)的上方,并倾斜设置,所述充气底座(31)设于面板(72)上,所述安装架(1)设于面板(72)上。
技术总结
本技术公开了一种吸油管过滤器气密性检测工装,包括安装架、上模保压装置、下模充气装置和封气装置,上模保压装置包括第一气缸和压块,第一气缸设于安装架上,压块与第一气缸的活塞杆连接,下模充气装置包括充气底座,充气底座位于压块的下方,封气装置设于压块的一侧,充气底座上设有通气孔。通过设有充气底座,便于吸油管过滤器在检测时,直接放置固定在充气底座上;通过设有上模保压装置,通过第一气缸活塞杆的伸缩,带动压块上下移动,方便压块与充气底座将工件压紧固定,而无需人工手动对工件进行紧固固定,大大节省了人工,且实现了工件的快速固定,提高了工作效率。
技术研发人员:陈昆,陈峰,余通
受保护的技术使用者:佛山进发汽车零部件有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!