一种闸阀阀体导轨筋定性快速检测工装的制作方法
本技术属于阀门检测用工装,具体涉及一种闸阀阀体导轨筋快定性速检测用工装。
背景技术:
1、闸阀作为应用范围最为广泛的阀种之一,对其阀体零件阀腔内导轨筋质量有效控制,对阀门整机密封稳定性、开关流畅起到至关重要的作用。
2、由于导轨筋位于阀体内腔两侧分布,其对质量控制涉及到宽度、开档、对称度等测量要素,现有的测量方式采用卡尺、内卡测量方式进行,存在测量效率低、准确性不高、测量点覆盖面不广等问题,严重影响闸阀质量性稳定性提升。
技术实现思路
1、本新型针对现有技术的缺陷,提供一种闸阀阀体导轨筋定性快速检测工装
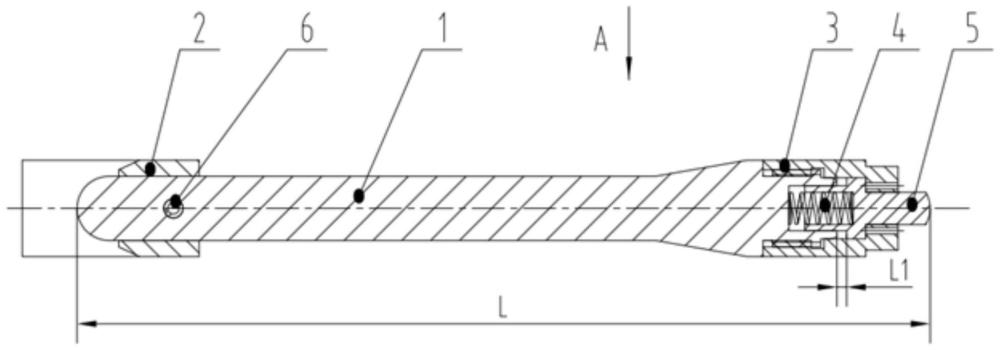
2、本新型是这样实现的:一种闸阀阀体导轨筋定性快速检测工装,其中,包括测量杆,在测量杆的最前端设置测头,在测量杆的最后端设置销;
3、测量杆的最后端为球头,在靠近球头的位置设置销孔,在测量杆的最前端设置定位外圆,在定位外圆内开有凹槽,该凹槽为定位内孔,在定位外圆的外侧壁设置螺纹;
4、测量杆的最后端为扁势,球头和销孔均设置在扁势上。
5、如上所述的一种闸阀阀体导轨筋定性快速检测工装,其中,在测量杆的扁势上设有定位套,定位套的空腔形状与扁势的形状匹配,定位套套接在扁势上的部分为支脚,支脚开有销孔,在支脚上的销孔与球头上销孔的位置和形状相匹配,支脚末端的边缘为斜角。
6、如上所述的一种闸阀阀体导轨筋定性快速检测工装,其中,测量杆最前端设置端盖,端盖包括成台阶状的凹槽,其中最外端的凹槽为端盖螺纹,端盖螺纹后面的凹槽为端盖定位内孔,在端盖设置压力平衡孔,压力平衡孔使得端盖定位内孔与外部连通,端盖的外表面为外六角。
7、如上所述的一种闸阀阀体导轨筋定性快速检测工装,其中,测头包括凹槽形状的弹簧孔,弹簧孔与测量杆形成空腔,在该空腔中设置阻尼弹簧,测头的外侧壁为测头定位外圆,测头定位外圆上设置限位台肩,测头的末端为测头球头。
8、本新型的显著效果是:(1)测量过程简单,测量效率高。操作人员只需手持测量杆中部在导轨筋开档进行一个往返过程即可完成测量。(2)测量工装通用性高。通过更换不同长度的测量杠即可实现不同开档尺寸导轨筋测量,避免一个规格导轨筋尺寸对于一个测量工装的情况发生。
技术特征:
1.一种闸阀阀体导轨筋定性快速检测工装,其特征在于:包括测量杆(1),在测量杆(1)的最前端设置测头(5),在测量杆(1)的最后端设置销(6);
2.如权利要求1所述的一种闸阀阀体导轨筋定性快速检测工装,其特征在于:在测量杆(1)的扁势(1-6)上设有定位套(2),定位套(2)的空腔形状与扁势(1-6)的形状匹配,定位套(2)套接在扁势(1-6)上的部分为支脚(2-4),支脚(2-4)开有销孔,在支脚(2-4)上的销孔与球头(1-1)上销孔的位置和形状相匹配,支脚(2-4)末端的边缘为斜角(2-2)。
3.如权利要求2所述的一种闸阀阀体导轨筋定性快速检测工装,其特征在于:测量杆(1)最前端设置端盖(3),端盖(3)包括成台阶状的凹槽,其中最外端的凹槽为端盖螺纹(3-1),端盖螺纹(3-1)后面的凹槽为端盖定位内孔(3-2),在端盖(3)设置压力平衡孔(3-4),压力平衡孔(3-4)使得端盖定位内孔(3-2)与外部连通,端盖(3)的外表面为外六角(3-3)。
4.如权利要求3所述的一种闸阀阀体导轨筋定性快速检测工装,其特征在于:测头(5)包括凹槽形状的弹簧孔(5-1),弹簧孔(5-1)与测量杆(1)形成空腔,在该空腔中设置阻尼弹簧(4),测头(5)的外侧壁为测头定位外圆(5-2),测头定位外圆(5-2)上设置限位台肩(5-3),测头(5)的末端为测头球头(5-4)。
技术总结
本技术属于阀门技术领域检测用工装,具体涉及一种闸阀阀体导轨筋快定性速检测用工装。一种闸阀阀体导轨筋定性快速检测工装,其中,包括测量杆,在测量杆的最前端设置测头,在测量杆的最后端设置销。本新型的显著效果是:(1)测量过程简单,测量效率高。操作人员只需手持测量杆中部在导轨筋开档进行一个往返过程即可完成测量。(2)测量工装通用性高。通过更换不同长度的测量杠即可实现不同开档尺寸导轨筋测量,避免一个规格导轨筋尺寸对于一个测量工装的情况发生。
技术研发人员:陈尚书,任利杰,王坚,金晓强,王功强
受保护的技术使用者:中核苏阀科技实业股份有限公司
技术研发日:20230628
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!