一种六角柄的柄部检验组件的制作方法
本技术涉及六角柄检验,特别涉及一种六角柄的柄部检验组件。
背景技术:
1、六角柄钻头是一种用于钻头、钻床或其他旋转工具的切削装置,也包括非切削钻头,例如带十字头的六角头钻头,用于驱动螺钉;六角柄的柄部是具有扁平的侧面,加工时,需将柄部在几个侧面压平,形成六角形状,钻头在切削或驱动螺钉时滑动的可能性将大大降低,可以更快地转动。
2、目前在六角柄钻头的批量化生产过程中,六角柄的检验是一道重要工序,在出厂前需要对其进行检验,以确定六角柄的质量合格;首先要检验六角柄的柄部的尺寸是否满足要求,满足要求后再进行后续检验;现有技术中,六角柄的柄部的检验一般是人工利用卡尺测量,检验速度慢,检验结果因人而异,不够准确,故需对此作出改进。
技术实现思路
1、本实用新型解决的技术问题是针对上述现有技术中存在的缺陷,提供一种六角柄的柄部检验组件,以解决上述背景技术中提出的六角柄的柄部的检验一般是人工利用卡尺测量,检验速度慢,检验结果因人而异,不够准确的问题。
2、为解决上述技术问题,本实用新型采取的技术方案如下:
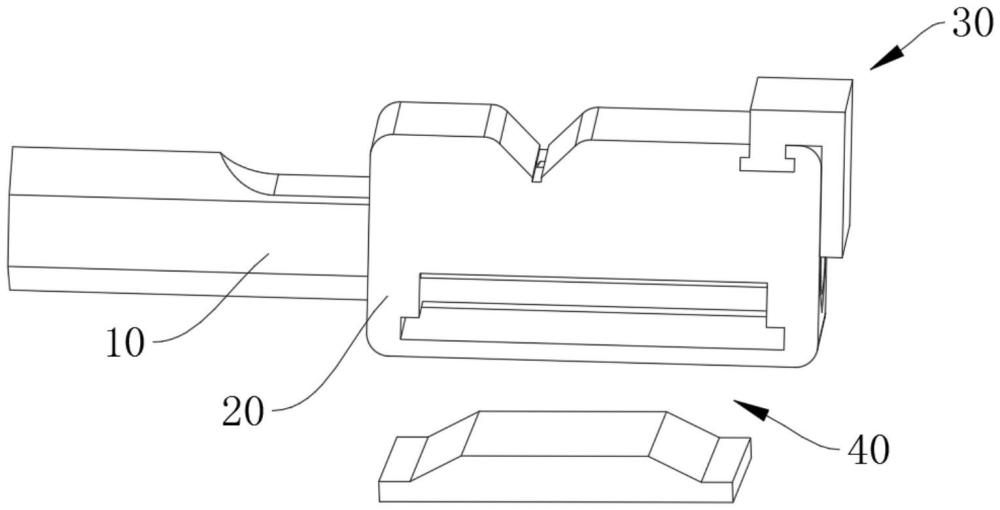
3、一种六角柄的柄部检验组件,包括:柄部、检验座、第一检验单元及第二检验单元;
4、柄部,所述柄部的断面为正六边形,所述柄部其中两个侧面相交处上设有铣槽;
5、检验座,所述检验座内设与所述柄部相适配的检验通道,所述柄部活动穿过所述检验通道;
6、第一检验单元,包括可拆卸地设于所述检验座的一端的挡板和设于所述检验座一侧的凹槽,所述凹槽与所述检验通道连通设置;所述挡板用于阻挡所述柄部通过所述检验通道,所述铣槽的一端部穿过所述凹槽;
7、第二检验单元,包括所述铣槽与所述通道形成的第一空腔、设于所述检验通道内的第二空腔及活动穿插入所述第一空腔和第二空腔的滑块,所述第一空腔与所述第二空腔连通设置。
8、先将挡板安装在检验座的一端,将柄部的一端插入检验通道,并与挡板抵接,此时铣槽的一端穿过凹槽,该铣槽的一端则为合格;如果铣槽的一端低于凹槽,该铣槽的一端则为不合格;再将柄部另一端插入检验座,并与挡板抵接,此时铣槽的另一端穿过凹槽,该铣槽另一端即为合格;如果铣槽的另一端低于凹槽,该铣槽另一端即为不合格;如此可以检验铣面的长度及铣面到柄部的端面的距离是否合格。
9、再将挡板从检验座的一端拆卸掉,再将柄部翻转后插入检验通道,如此可以判断柄部的端面是否合格,从而判断柄部的角对角及面对面的尺寸是否合格;此时铣槽与检验通道形成第一空腔,再将滑块插入第一空腔和第二空腔,滑块与第一空腔和第二空腔匹配,则该铣槽的深度为合格;如果滑块超出第一空腔和第二空腔大小,无法通过,则该铣槽的深度为不合格。
10、该组件结构简单,检验直观准确,检验效率高,可以解决上述背景技术中提出的六角柄的柄部的检验一般是人工利用卡尺测量,检验速度慢,检验结果因人而异,不够准确的问题。
11、进一步,所述检验座靠近所述挡板的一端设有定位槽,所述挡板上设有定位部,所述定位部与所述定位槽插接配合。
12、进一步,所述滑块包括底板和设于底板上的凸块,所述凸块的截面形状为梯形。
13、与现有技术相比,本实用新型的有益效果在于:
14、通过设置检验通道、挡板、凹槽、滑块、第二空腔,可以快速判断六角柄的柄部的角对角及面对面尺寸是否合格,且可以快速判断设于柄部上的铣槽的长度、深度和铣面到柄部的端面的距离是否合格;该结构简单,检验直观准确,检验效率高,可以减少人工利用卡尺检测的失误。
技术特征:
1.一种六角柄的柄部(10)检验组件,其特征在于,包括:柄部(10)、检验座(20)、第一检验单元(30)及第二检验单元(40);
2.根据权利要求1所述的六角柄的柄部(10)检验组件,其特征在于:所述检验座(20)靠近所述挡板(31)的一端设有定位槽(22),所述挡板(31)上设有定位部(311),所述定位部(311)与所述定位槽(22)插接配合。
3.根据权利要求2所述的六角柄的柄部(10)检验组件,其特征在于:所述滑块(43)包括底板(431)和设于底板(431)上的凸块(432),所述凸块(432)的截面形状为梯形。
技术总结
本技术涉及六角柄检验技术领域,公开了一种六角柄的柄部检验组件,包括:柄部,所述柄部的断面为正六边形,所述柄部其中两个侧面相交处上设有铣槽;检验座,所述检验座内设与所述柄部相适配的检验通道,所述柄部活动穿过所述检验通道;第一检验单元,包括可拆卸的设于所述检验座的一端的挡板和设于所述检验座一侧的凹槽,所述凹槽与所述检验通道连通设置;所述挡板用于阻挡所述柄部通过所述检验通道,所述铣槽的一端部穿过所述凹槽;及第二检验单元,包括所述铣槽与所述通道形成的第一空腔、设于所述检验通道内的第二空腔及活动穿插入所述第一空腔和第二空腔的滑块,第一空腔与第二空腔连通设置。本技术检验直观准确,检验效率高。
技术研发人员:林捷,赵建妹,蔡益斌,许振旭,周雪迪
受保护的技术使用者:方大控股有限公司
技术研发日:20230707
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!