一种焊接质量检测装置的制作方法
本技术涉及焊接质量检测,具体涉及一种焊接质量检测装置。
背景技术:
1、在现有的对于焊接质量的视觉检测技术中,通常依靠平面相机的拍摄和算法来进行视觉检测,少数结合利用了平面相机和立体相机的视觉检测装置,往往对于平面相机和立体相机的工作状态切换过程较复杂,且立体相机的拍摄角度不能很好地调整,对工件焊接处三维图像的采集可能不够准确。
技术实现思路
1、本实用新型提供一种焊接质量检测装置,以解决现有技术中焊接质量检测装置的相机工作状态切换过程复杂,且相机的拍摄角度不能很好地调整的问题。
2、为实现上述目的,本实用新型采取以下的技术方案:
3、一种焊接质量检测装置,包括相机组,所述相机组包括并排安装的平面相机和立体相机;
4、所述平面相机用于采集待测工件焊接处的二维图像,所述立体相机用于采集待测工件焊接处的三维图像;
5、所述立体相机能够相对于水平面旋转;
6、所述相机组被驱动能够在纵向和/或横向进行移动。
7、进一步地,所述相机组安装在第一安装板上,其中所述平面相机固定安装在所述第一安装板上,所述立体相机可旋转地安装在所述第一安装板上;
8、所述第一安装板板被驱动可在纵向和横向进行移动。
9、进一步地,所述相机组还包括立体相机安装板,所述立体相机安装板固定安装在所述立体相机的顶部;
10、所述立体相机安装板上开有旋转锚孔和弧状的旋转引导槽,所述立体相机通过杆状的连接件穿过所述旋转锚孔和旋转引导槽与所述第一安装板连接;
11、所述旋转锚孔的轴心为所述立体相机的旋转轴心,所述立体相机的旋转范围受所述旋转引导槽的角度限制。
12、进一步地,所述立体相机的旋转范围为相对于水平面正向和反向各15°;
13、所述旋转引导槽上标注有角度数值的刻度。
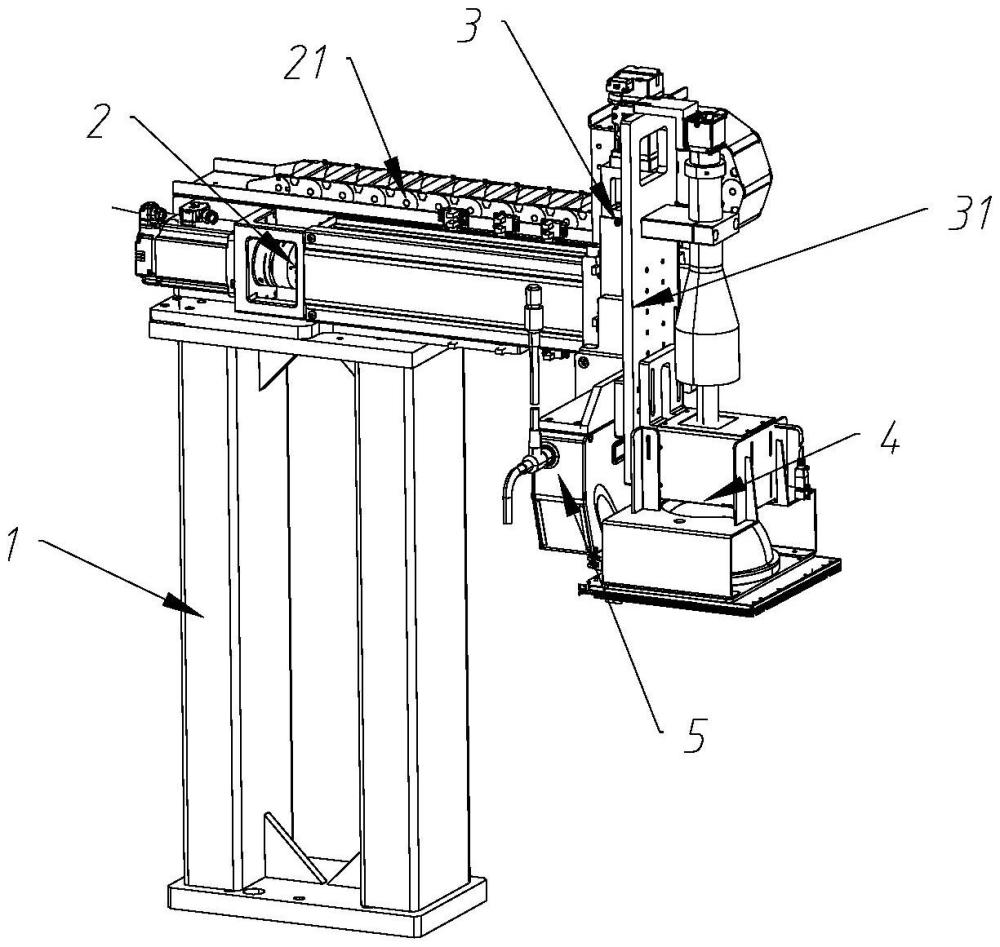
14、进一步地,所述第一安装板受纵向布置的第一直线模组驱动;
15、所述第一直线模组固定安装在第二安装板上,所述第二安装板受横向布置的第二直线模组驱动;
16、所述第二直线模组固定安装在支座上。
17、进一步地,所述第二直线模组上设置有收纳电缆的拖链,所述拖链的自由端与所述第二安装板连接。。
18、本实用新型的有益效果为:
19、1、组合了平面相机和立体相机综合对焊接质量进行检测,检测结果更加准确。
20、2、立体相机可旋转调整角度,对于焊接处的图像信息采集更为准确。
21、3、立体相机与平面相机的工作切换过程简易,装置运行效率高。
技术特征:
1.一种焊接质量检测装置,其特征在于,包括相机组,所述相机组包括并排安装的平面相机和立体相机;
2.根据权利要求1所述的焊接质量检测装置,其特征在于,所述相机组安装在第一安装板上,其中所述平面相机固定安装在所述第一安装板上,所述立体相机可旋转地安装在所述第一安装板上;
3.根据权利要求2所述的焊接质量检测装置,其特征在于,所述相机组还包括立体相机安装板,所述立体相机安装板固定安装在所述立体相机的顶部;
4.根据权利要求3所述的焊接质量检测装置,其特征在于,所述立体相机的旋转范围为相对于水平面正向和反向各15°;
5.根据权利要求3所述的焊接质量检测装置,其特征在于,所述第一安装板受纵向布置的第一直线模组驱动;
6.根据权利要求5所述的焊接质量检测装置,其特征在于,所述第二直线模组上设置有收纳电缆的拖链,所述拖链的自由端与所述第二安装板连接。
技术总结
本技术涉及一种焊接质量检测装置,包括相机组,相机组包括并排安装的平面相机和立体相机;平面相机用于采集待测工件焊接处的二维图像,立体相机用于采集待测工件焊接处的三维图像;立体相机能够相对于水平面旋转;相机组被驱动能够在纵向和/或横向进行移动。本技术的焊接质量检测装置组合了平面相机和立体相机综合对焊接质量进行检测,检测结果更加准确;且立体相机可旋转调整角度,对于焊接处的图像信息采集更为准确;立体相机与平面相机的工作切换过程简易,装置运行效率高。
技术研发人员:张俊峰,王士对,陈伟文,叶长春
受保护的技术使用者:常州超音速智能装备有限公司
技术研发日:20230721
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!