一种热镀锌带钢镀层厚度检测装置的制作方法
本技术涉及一种热镀锌检测装置,具体为一种热镀锌带钢镀层厚度检测装置。
背景技术:
1、钢材在加工生产的过程中,需要对钢材表面进行热镀锌操作,热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢铁制件进行酸洗,为了去除钢铁制件表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中,通过该种方式为钢材表面提供保护,提高钢材的抗腐蚀性,从而延长钢材的使用寿命。在对钢材进行镀锌操作后,需要对钢材表面的镀锌层进行测量,保证每个钢材的镀锌层均达到标准,但是现有的镀锌厚度检测过程需要人工手动对钢材表面的锌层进行测量,通过镀锌厚度测量仪对钢材进行逐步检测,单人操作耗时耗力,检测的效率不高。现有的检测装置中,例如公开号 cn210570583u的一种镀锌检测装置,其中记载了: 一种热镀锌层厚度检测装置,包括传送带,传送带上设置有操作箱,操作箱底部镂空,操作箱左右两侧分别架设在传送带的侧板上,操作箱前后分别开设有进料口和出料口,操作箱正面开设有四个开口,在四个开口内均固定有镀锌厚度测量仪,操作箱内部顶部倒置固定有气缸,所述气缸的活塞杆上水平固定有压板,压板开设有四个镂空孔,四个镂空孔均位于同一水平线上,且每个镂空孔一端均固定有插柱,镀锌厚度测量仪的测量探头插入在插柱内。
2、与在现有技术中,检测装置只可以针对钢板的一面进行镀锌厚度的检测,其他三个面无法检测的到,如需要其他面的数据还需要翻面再次检测,费时费力,且传送带上缺少定位限位装置,无法保证钢板在通过检测位置时,其位置准确在检测位置的正下方,如不在还需要人工再次调整,降低了工作效率。
技术实现思路
1、本实用新型的目的在于提供一种热镀锌带钢镀层厚度检测装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种热镀锌带钢镀层厚度检测装置包括操作箱及上检测组件、双带传送装置、下检测组件、侧面检测组件、左右限位装置、导向轮、位置调整装置,所述操作箱及上检测组件下方设置有双带传送装置,所述双带传送装置下方设置有下检测组件,所述侧面检测组件与操作箱及上检测组件对应设置,所述左右限位装置设置在双带传送装置上方所述导向轮设置在双带传送装置上方,所述位置调整装置设置在双带传送装置上。
3、优选的,所述下检测组件包括第一固定板、螺纹连接杆、螺母、第一检测固定板、第一检测插柱,所述第一固定板设置在双带传送装置下方,所述螺纹连接杆与第一固定板对应设置,所述螺母与螺纹连接杆对应设置,所述第一检测固定板设置在螺纹连接杆上方,所述第一检测插柱设置在第一检测固定板上方。
4、优选的,所述侧面检测组件包括伺服推杆、加长杆、第二检测固定板、第二检测插柱,所述伺服推杆设置在操作箱及上检测组件上方,所述加长杆与伺服推杆对应设置,所述第二检测固定板与加长杆对应设置,所述第二检测插柱与第二检测固定板对应设置。
5、优选的,所述左右限位装置包含t型固定块、竖直连接杆、滑块、滑块定位螺柱、滑块调节杆、调节杆定位螺柱、限位板、第一把手,所述t型固定块与双带传送装置对应设置,所述竖直连接杆与t型固定块对应设置,所述滑块与竖直连接杆对应设置,所述滑块定位螺柱与滑块对应设置,所述滑块调节杆与滑块对应设置,所述调节杆定位螺柱与滑块对应设置,所述限位板设置在滑块调节杆的一端,所述第一把手设置在滑块调节杆的另一端。
6、优选的,所述位置调整装置包括第三固定板、第三调节杆、第三限位螺柱、第三挡板、第三缓冲块、第三把手、气缸固定板、气缸、推板、第四缓冲块,所述第三固定板与双带传送装置对应设置,所述第三调节杆与第三固定板配合安装,所述第三限位螺柱与第三固定板配合安装,所述第三挡板与第三调节杆对应设置,所述第三缓冲块与第三挡板对应设置,所述第三把手与第三调节杆对应设置。
7、优选的,所述气缸固定板与双带传送装置对应设置,所述气缸与气缸固定板配合安装,所述推板与气缸对应设置,所述第四缓冲块与推板对应设置。
8、与现有技术相比,本实用新型的有益效果是:本实用新型可以同时对四个面的镀锌厚度进行检测,可以获得更多的数据参数,同时增加了调整位置装置和限位装置,使钢板能准确的到达检测位置,无需人工再次调整,不仅对后续镀锌厚度数据分析的准确性提高了很多,同时也提高了工作效率。
技术特征:
1.一种热镀锌带钢镀层厚度检测装置,包括操作箱及上检测组件(1)、双带传送装置(2)、下检测组件(3)、侧面检测组件(4)、左右限位装置(5)、导向轮(6)、位置调整装置(7),所述操作箱及上检测组件(1)下方设置有双带传送装置(2),所述双带传送装置(2)下方设置有下检测组件(3),所述侧面检测组件(4)与操作箱及上检测组件(1)对应设置,所述左右限位装置(5)设置在双带传送装置(2)上方所述导向轮(6)设置在双带传送装置(2)上方,所述位置调整装置(7)设置在双带传送装置(2)上。
2.根据权利要求1所述的一种热镀锌带钢镀层厚度检测装置,其特征在于:所述下检测组件(3)包括第一固定板(301)、螺纹连接杆(302)、螺母(303)、第一检测固定板(304)、第一检测插柱(305),所述第一固定板(301)设置在双带传送装置(2)下方,所述螺纹连接杆(302)与第一固定板(301)对应设置,所述螺母(303)与螺纹连接杆(302)对应设置,所述第一检测固定板(304)设置在螺纹连接杆(302)上方,所述第一检测插柱(305)设置在第一检测固定板(304)上方。
3.根据权利要求1所述的一种热镀锌带钢镀层厚度检测装置,其特征在于:所述侧面检测组件(4)包括伺服推杆(401)、加长杆(402)、第二检测固定板(403)、第二检测插柱(404),所述伺服推杆(401)设置在操作箱及上检测组件(1)上方,所述加长杆(402)与伺服推杆(401)对应设置,所述第二检测固定板(403)与加长杆(402)对应设置,所述第二检测插柱(404)与第二检测固定板(403)对应设置。
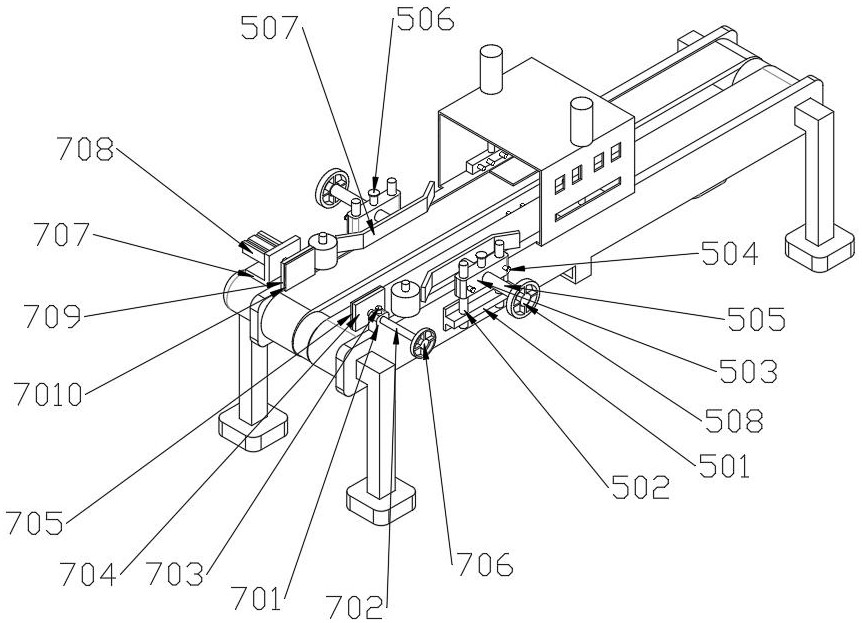
4.根据权利要求1所述的一种热镀锌带钢镀层厚度检测装置,其特征在于:所述左右限位装置(5)包含t型固定块(501)、竖直连接杆(502)、滑块(503)、滑块定位螺柱(504)、滑块调节杆(505)、调节杆定位螺柱(506)、限位板(507)、第一把手(508),所述t型固定块(501)与双带传送装置(2)对应设置,所述竖直连接杆(502)与t型固定块(501)对应设置,所述滑块(503)与竖直连接杆(502)对应设置,所述滑块定位螺柱(504)与滑块(503)对应设置,所述滑块调节杆(505)与滑块(503)对应设置,所述调节杆定位螺柱(506)与滑块(503)对应设置,所述限位板(507)设置在滑块调节杆(505)的一端,所述第一把手(508)设置在滑块调节杆(505)的另一端。
5.根据权利要求1所述的一种热镀锌带钢镀层厚度检测装置,其特征在于:所述位置调整装置(7)包括第三固定板(701)、第三调节杆(702)、第三限位螺柱(703)、第三挡板(704)、第三缓冲块(705)、第三把手(706)、气缸固定板(707)、气缸(708)、推板(709)、第四缓冲块(7010),所述第三固定板(701)与双带传送装置(2)对应设置,所述第三调节杆(702)与第三固定板(701)配合安装,所述第三限位螺柱(703)与第三固定板(701)配合安装,所述第三挡板(704)与第三调节杆(702)对应设置,所述第三缓冲块(705)与第三挡板(704)对应设置,所述第三把手(706)与第三调节杆(702)对应设置。
6.根据权利要求5所述的一种热镀锌带钢镀层厚度检测装置,其特征在于:所述气缸固定板(707)与双带传送装置(2)对应设置,所述气缸(708)与气缸固定板(707)配合安装,所述推板(709)与气缸(708)对应设置,所述第四缓冲块(7010)与推板(709)对应设置。
技术总结
本技术涉及一种热镀锌检测装置技术领域,具体为一种热镀锌带钢镀层厚度检测装置。一种热镀锌带钢镀层厚度检测装置包括操作箱及上检测组件、双带传送装置、下检测组件、侧面检测组件、左右限位装置、导向轮、位置调整装置,所述双带传送装置下方设置有下检测组件,所述侧面检测组件与操作箱及上检测组件对应设置,所述左右限位装置设置在双带传送装置上方所述导向轮设置在双带传送装置上方,所述位置调整装置设置在双带传送装置上。本技术可以同时对四个面的镀锌厚度进行检测,同时增加了调整位置装置和限位装置,使钢板能准确的到达检测位置,无需人工再次调整,不仅对后续镀锌厚度数据分析的准确性提高了很多,同时也提高了工作效率。
技术研发人员:甘景辉,周庆楠,任兴达,刘宝仁
受保护的技术使用者:天津市舜日实业有限公司
技术研发日:20230728
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!