一种用于冲压件口径检测工装的制作方法
本技术涉及口径检测,尤其涉及一种用于冲压件口径检测工装。
背景技术:
1、在排气壳体冲压件质量尺寸管控要求下,对于产品配合圆形口径尺寸测量需要手工压持产品本体,此状态测量下无法有固定夹持的检测工装,造成产品检测尺寸波动大,产品的测量尺寸失真,易造成误判。因此,亟需一种用于冲压件口径检测工装来解决上述技术问题。
技术实现思路
1、本部分的目的在于概述本实用新型的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、鉴于上述现有一种用于冲压件口径检测工装存在的问题,提出了本实用新型。
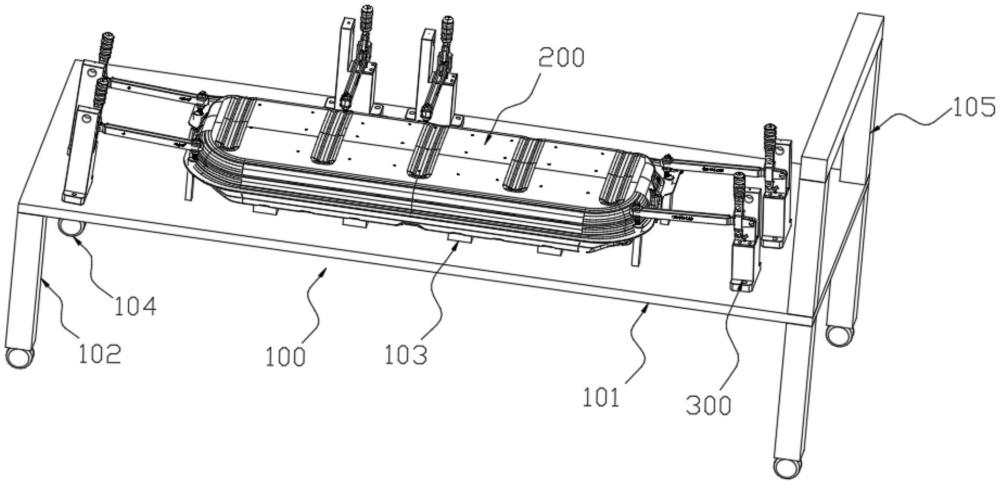
3、为解决上述技术问题,本实用新型提供如下技术方案:一种用于冲压件口径检测工装,此检测工装主要包括冲压件承载机构、冲压件以及定位抵压机构,所述冲压件承载机构包括检测台与检测台底部固定连接的支撑腿以及与检测台顶部固定连接的若干固定基准块,所述冲压件卡合在若干固定基准块上,所述定位抵压机构设有若干个,所述定位抵压机构包括与检测台上表面固定连接的支撑座以及与支撑座固定连接的快速夹钳,所述定位抵压机构用于对冲压件进行按压固定。
4、作为本实用新型所述用于冲压件口径检测工装的一种优选方案,其中:所述支撑腿设有四个,且呈矩形阵列设置在检测台的底部,所述支撑腿的底端固定安装有万向轮,所述万向轮上安装有刹车片。
5、作为本实用新型所述用于冲压件口径检测工装的一种优选方案,其中:所述检测台的一侧固定连接有推拉把手。
6、作为本实用新型所述用于冲压件口径检测工装的一种优选方案,其中:所述冲压件底部设置有与固定基准块顶部相适配的凹槽。
7、作为本实用新型所述用于冲压件口径检测工装的一种优选方案,其中:所述定位抵压机构设有六个,平均分成三组,分别设置在冲压件的左右两侧以及后侧。
8、作为本实用新型所述用于冲压件口径检测工装的一种优选方案,其中:所述快速夹钳的型号为ch-101-d20。
9、本实用新型的有益效果:
10、1、本实用新型通过推拉把手、万向轮等的配合使用,方便检测工装移动。
11、2、本实用新型通过固定基准块与冲压件本身的凹槽配合,能够快速对冲压件进行定位,再通过快速夹钳对冲压件进行抵压固定,防止冲压件在检测过程中出现位移现象,从而能够防止冲压件口径尺寸发生波动,提高检测效率及质量要求。
技术特征:
1.一种用于冲压件口径检测工装,其特征在于,包括:
2.如权利要求1所述的用于冲压件口径检测工装,其特征在于:所述支撑腿(102)设有四个,且呈矩形阵列设置在检测台(101)的底部,所述支撑腿(102)的底端固定安装有万向轮(104),所述万向轮(104)上安装有刹车片。
3.如权利要求2所述的用于冲压件口径检测工装,其特征在于:所述检测台(101)的一侧固定连接有推拉把手(105)。
4.如权利要求1所述的用于冲压件口径检测工装,其特征在于:所述冲压件(200)底部设置有与固定基准块(103)顶部相适配的凹槽。
5.如权利要求1所述的用于冲压件口径检测工装,其特征在于:所述定位抵压机构(300)设有六个,平均分成三组,分别设置在冲压件(200)的左右两侧以及后侧。
6.如权利要求1所述的用于冲压件口径检测工装,其特征在于:所述快速夹钳(302)的型号为ch-101-d20。
技术总结
本技术公开了一种用于冲压件口径检测工装,主要包括冲压件承载机构、冲压件以及定位抵压机构,所述冲压件承载机构包括检测台与检测台底部固定连接的支撑腿以及与检测台顶部固定连接的若干固定基准块,所述冲压件卡合在若干固定基准块上,所述定位抵压机构设有若干个,所述定位抵压机构包括与检测台上表面固定连接的支撑座以及与支撑座固定连接的快速夹钳,所述定位抵压机构用于对冲压件进行按压固定。本技术移动方便,且在检测的过程中能够防止冲压件口径尺寸发生波动,提高检测效率及质量要求。
技术研发人员:李加康,李同辉,徐东祥
受保护的技术使用者:南京天河汽车零部件股份有限公司
技术研发日:20230802
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!