一种叉车主减速器壳体检测加工定位装置的制作方法
本技术涉及叉车主减速器壳体检测,具体是一种叉车主减速器壳体检测加工定位装置。
背景技术:
1、叉车主减速器壳体为传动系统核心部件,用于保护和支撑减速器的内部零件。它承担着保护内部齿轮、轴承和其他关键部件的功能,同时提供结构强度和稳定性,以确保减速器的正常运行和长期使用,普通铸造成型方式造成铸件尺寸存在波动,外圆与内孔中心距误差最大3mm,实际允许误差1mm,由于该尺寸为立体尺寸,无有效判断手段,导致产品在加工完成后才能发现来料尺寸不合格,为此提出一种叉车主减速器壳体检测加工定位装置。
技术实现思路
1、本实用新型的目的在于提供一种叉车主减速器壳体检测加工定位装置,以解决上述背景技术中提出的问题。
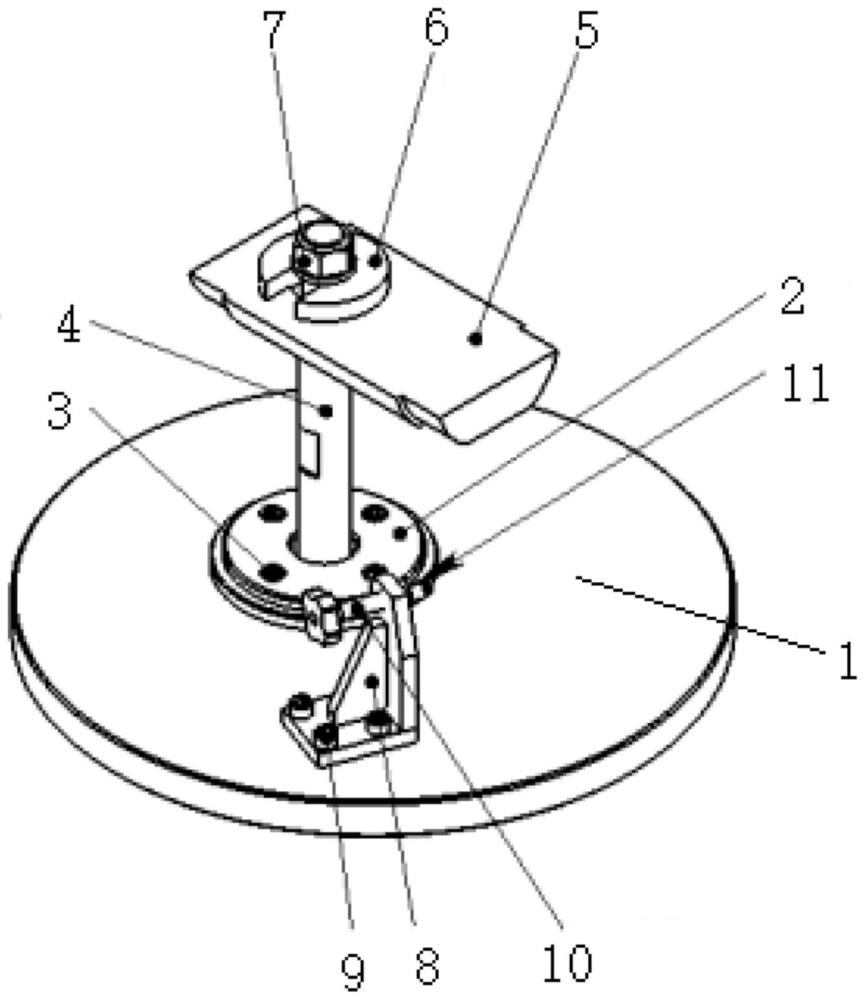
2、为实现上述目的,本实用新型提供如下技术方案:一种叉车主减速器壳体检测加工定位装置,包括模座和拉杆,拉杆竖直安装于模座的上端面,所述拉杆的上端水平套设有快换压板,拉杆的外周安装有位于快换压板上方的紧固件,所述模座的上端还安装有限位支架,用于对壳体进行定位。
3、作为本实用新型进一步的方案:所述模座的上端面安装有定位圈,所述定位圈的上端面安装有若干个m16螺栓。
4、作为本实用新型进一步的方案:所述拉杆的下端依次贯穿定位圈和模座,拉杆的下端套设有位于模座内部的弹性垫片,所述拉杆的下端安装有对弹性垫片进行限位的m30锁紧螺母。
5、作为本实用新型进一步的方案:所述拉杆包括柱杆以及与柱杆上端连接的限位圆柱,所述柱杆的外周开设有扁方,所述柱杆的下端安装有锁紧螺纹柱,锁紧螺纹柱外表面形成的外螺纹与m30锁紧螺母上的内螺纹匹配设置。
6、作为本实用新型进一步的方案:所述紧固件包括设于拉杆外周的开口式压板,所述拉杆的外周安装有对开口式压板进行限位的压紧螺母。
7、作为本实用新型进一步的方案:所述快换压板上开设有内孔,快换压板的内孔大于压紧螺母最大直径,开口式压板的开口直径小于压紧螺母最大直径。
8、作为本实用新型进一步的方案:所述限位支架包括安装在模座上端面的焊接支架,所述焊接支架通过多个m12螺栓将其固定在模座的上端,所述焊接支架的上端安装有手柄式顶杆,手柄式顶杆的端部贯穿焊接支架并安装有m12螺母。
9、与现有技术相比,本实用新型的有益效果是:本实用新型结构新颖,通过模座、定位圈、拉杆、快换压板、开口式压板和压紧螺母之间的相互配合,可对普通铸造成型方式造成铸件尺寸进行检测,确保产品符合标准,避免产品加工时无有效判断手段,导致产品在加工完成后才能发现来料尺寸不合格,并实现该装置能对产品来料尺寸合格与不合格的判定,具备更好的产品加工时检测效果。
技术特征:
1.一种叉车主减速器壳体检测加工定位装置,包括模座(1)和拉杆(4),拉杆(4)竖直安装于模座(1)的上端面,其特征在于,所述拉杆(4)的上端水平套设有快换压板(5),拉杆(4)的外周安装有位于快换压板(5)上方的紧固件,所述模座(1)的上端还安装有限位支架,用于对壳体进行定位;
2.根据权利要求1所述的叉车主减速器壳体检测加工定位装置,其特征在于,所述模座(1)的上端面安装有定位圈(2),所述定位圈(2)的上端面安装有若干个m16螺栓(3)。
3.根据权利要求2所述的叉车主减速器壳体检测加工定位装置,其特征在于,所述拉杆(4)的下端依次贯穿定位圈(2)和模座(1),拉杆(4)的下端套设有位于模座(1)内部的弹性垫片(12),所述拉杆(4)的下端安装有对弹性垫片(12)进行限位的m30锁紧螺母(13)。
4.根据权利要求3所述的叉车主减速器壳体检测加工定位装置,其特征在于,所述拉杆(4)包括柱杆(41)以及与柱杆(41)上端连接的限位圆柱(42),所述柱杆(41)的外周开设有扁方(43),所述柱杆(41)的下端安装有锁紧螺纹柱(44),锁紧螺纹柱(44)外表面形成的外螺纹与m30锁紧螺母(13)上的内螺纹匹配设置。
5.根据权利要求1所述的叉车主减速器壳体检测加工定位装置,其特征在于,所述限位支架包括安装在模座(1)上端面的焊接支架(8),所述焊接支架(8)通过多个m12螺栓(9)将其固定在模座(1)的上端,所述焊接支架(8)的上端安装有手柄式顶杆(10),手柄式顶杆(10)的端部贯穿焊接支架(8)并安装有m12螺母(11)。
技术总结
本技术公开了一种叉车主减速器壳体检测加工定位装置,包括模座和拉杆,拉杆竖直安装于模座的上端面,所述拉杆的上端水平套设有快换压板,拉杆的外周安装有位于快换压板上方的紧固件,所述模座的上端还安装有限位支架,用于对壳体进行定位。本技术结构新颖,通过模座、定位圈、拉杆、快换压板、开口式压板和压紧螺母之间的相互配合,可对普通铸造成型方式造成铸件尺寸进行检测,确保产品符合标准,同时该装置能对产品来料尺寸合格与不合格的判定,具备更好的产品加工时检测效果。
技术研发人员:陈浩,张洪权,张怀洪,朱晓敏,刘亚伦,卫敏,赵明宇
受保护的技术使用者:安徽合力股份有限公司
技术研发日:20230731
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!