一种船体结构装配精度检测组件的制作方法
本技术属于检测工具,尤其涉及一种船体结构装配精度检测组件。
背景技术:
1、参见图1,现有的船体节点的结构通常由水平的底板100,在其底部连接竖直的竖板200,顶部连接斜板300组成。通常的是先将底板100与竖板200组装,之后在组装斜板300。组装完成后或焊接定型后,检测斜板300的偏心量(斜板中心轴和底板中心轴的交叉点与底板中心轴与竖板中心轴的交叉点的距离)及倾斜角度是否在规定的范围内。
2、如中国专利201611223021.5中公开的检测工装,使用内卡板和外卡板,分别从舱内侧和舱外侧检测。由于通常以竖板200的外侧面为基准面201,而不同节点的斜板300厚度不同,因此需要根据板厚的不同制作相应的内卡板。使得内卡板的通用性差,且内卡板数量多,给管理和使用均带来不便。
3、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、针对上述缺陷,本实用新型主要提供一种船体结构装配精度检测组件,解决检验卡板与板厚相关,通用性差的技术问题。
2、为了解决上述问题,本实用新型提供一种船体结构装配精度检测组件,包括划线器具,具有两个平行的划线柱;两划线柱上分别具有一竖贴面,且两竖贴面均位于同一虚拟的竖直平面内;用于在底板上划出基准线,以及与基准线平行且间距为预定数值l标的标准线;
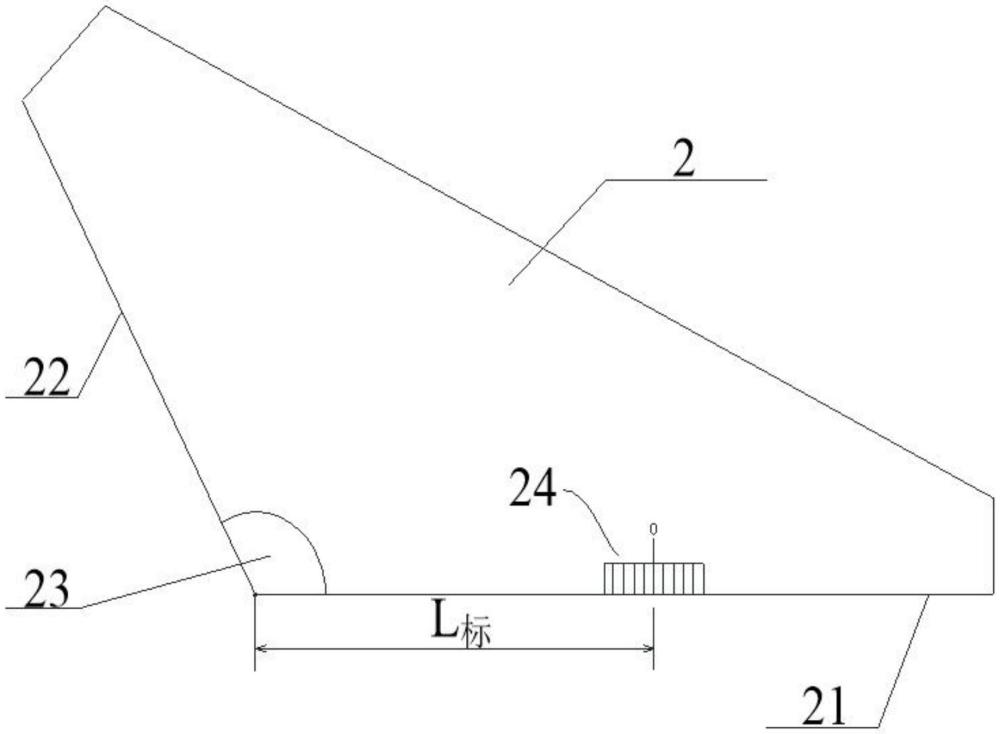
3、检验器具,包括板体;所述板体具有呈预定夹角的底边和斜边;所述板体上还设有刻度区,所述刻度区内具有零刻线;底边和斜边延长线相交于一交叉点,且该交叉点与零刻线的距离等于l标。
4、根据本实用新型的船体结构装配精度检测组件,两划线柱之间连接有支撑柱;所述支撑柱的一端固接其中一个划线柱,另一端固接调节螺杆;另一划线柱穿接在所述调节螺杆上,且该划线柱的两侧分别设有一个与调节螺杆螺接的紧固螺母。
5、根据本实用新型的船体结构装配精度检测组件,所述刻度区的零刻线的两侧等间距设有多条刻度线。
6、根据本实用新型的船体结构装配精度检测组件,所述板体上开设有位于底边与斜边的交接位置的让位缺口。
7、根据本实用新型的船体结构装配精度检测组件,所述检验器具的板体上设有至少两个沿斜边走向分布的触碰部件。
8、根据本实用新型的船体结构装配精度检测组件,所述触碰部件包括贴合固定在板体上的板槽体,所述板槽体上设有可沿板槽体阻尼滑动的导向滑块,所述导向滑块的两个端面上分别固设顶壁杆与按压杆;所述导向滑块的一侧固设指针,所述板体上固设与该指针对应的读数尺。
9、根据本实用新型的船体结构装配精度检测组件,所述顶壁杆的端部设有球形的触头。
10、根据本实用新型的船体结构装配精度检测组件,所述触碰部件为3-5个,且沿斜边走向呈等间距设置。
11、根据本实用新型的船体结构装配精度检测组件,所述板槽体上设有两个平行设置的槽板,所述导向滑块夹设在两槽板之间;其中一侧的槽板上开设有用于指针穿过的长形孔。
12、根据本实用新型的船体结构装配精度检测组件,所述导向滑块为磁铁块,板槽体为导磁材质;导向滑块磁吸在板槽体上。
13、综上,本实用新型通过划线器具在底板上划出基准线及标准线,通过查看检验器具的零刻线与标准线的相对位置及重合度,判断斜板的偏心方向及偏心量。即可用于组装作业的精度检验及指导调整,也可以作为焊后质量的检验判定。本实用新型的检验器具可从舱外实施检测操作,不受板厚的影响,通用性强。
技术特征:
1.一种船体结构装配精度检测组件,其特征在于,包括
2.如权利要求1所述的船体结构装配精度检测组件,其特征在于,两所述划线柱之间连接有支撑柱;所述支撑柱的一端固接其中一个划线柱,另一端固接调节螺杆;另一划线柱穿接在所述调节螺杆上,且该划线柱的两侧分别设有一个与调节螺杆螺接的紧固螺母。
3.如权利要求1所述的船体结构装配精度检测组件,其特征在于,所述刻度区的零刻线的两侧等间距设有多条刻度线。
4.如权利要求1所述的船体结构装配精度检测组件,其特征在于,所述板体上开设有位于底边与斜边的交接位置的让位缺口。
5.如权利要求1~4任意一项所述的船体结构装配精度检测组件,其特征在于,所述检验器具的板体上设有至少两个沿斜边走向分布的触碰部件。
6.如权利要求5所述的船体结构装配精度检测组件,其特征在于,所述触碰部件包括贴合固定在板体上的板槽体,所述板槽体上设有可沿板槽体阻尼滑动的导向滑块,所述导向滑块的两个端面上分别固设顶壁杆与按压杆;所述导向滑块的一侧固设指针,所述板体上固设与该指针对应的读数尺。
7.如权利要求6所述的船体结构装配精度检测组件,其特征在于,所述顶壁杆的端部设有球形的触头。
8.如权利要求6所述的船体结构装配精度检测组件,其特征在于,所述触碰部件为3-5个,且沿斜边走向呈等间距设置。
9.如权利要求6所述的船体结构装配精度检测组件,其特征在于,所述板槽体上设有两个平行设置的槽板,所述导向滑块夹设在两槽板之间;其中一侧的槽板上开设有用于指针穿过的长形孔。
10.如权利要求9所述的船体结构装配精度检测组件,其特征在于,所述导向滑块为磁铁块,板槽体为导磁材质;导向滑块磁吸在板槽体上。
技术总结
本技术涉及检测工具技术领域,提供了一种船体结构装配精度检测组件,包括划线器具,用于在底板上划出基准线,以及与基准线平行且间距为预定数值L<subgt;标</subgt;的标准线;检验器具,包括板体;板体具有呈预定夹角的底边和斜边;板体上还设有刻度区,刻度区内具有零刻线;底边和斜边延长线相交于一交叉点,且该交叉点与零刻线的距离等于L<subgt;标</subgt;。借此,本技术通过划线器具在底板上划出基准线及标准线,通过查看检验器具的零刻线与标准线的相对位置及重合度,判断斜板的偏心方向及偏心量。即可用于组装作业的精度检验及指导调整,也可以作为焊后质量的检验判定。本技术的检验器具可从舱外实施检测操作,不受板厚的影响,通用性强。
技术研发人员:仇玉明,许周喆,古华博,赵海励,韩翔宇,何文天
受保护的技术使用者:中国船舶集团青岛北海造船有限公司
技术研发日:20230804
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!