一种8T前梁直线度、落差的快速检测工装的制作方法
本技术涉及重卡前梁毛坯质量检测领域,具体公开一种8t前梁直线度、落差的快速检测工装。
背景技术:
1、重卡前梁包括如图1所示的中杆1、中杆两端连接的板座2及板座外端部连接的轴头3。成型厂生产重卡用7t、8t、9t前梁等锻件,前梁使用16t锤或者kp12500压力机进行锻打,锻打后需进行调质热处理及粗加工以满足后续装配使用,其主要生产流程为锻打、切边、校正、热处理、探伤、冷校直、粗加工等。因锻造及热处理过程中锻件出现变形,中杆直线度、板座位置直线度和轴头落差可能会不符合产品技术要求,为避免后续粗加工出现前梁废品,需对前梁毛坯进行冷校直,以确保毛坯冷校直后轴头落差及中杆、板座的直线度满足加工要求。因8t前梁与其他类型前梁尺寸及外形差异较大,原前梁检具无法对8t前梁进行直线度、落差检测,若使用传统划线的方法对直线度、落差检测,则严重影响生产效率。
技术实现思路
1、为保证8t前梁毛坯满足后续粗加工要求,避免出现加工废品,提升产品过程质量控制,本实用新型公开一种8t前梁直线度、落差的快速检测工装,该工装可准确、可靠判定8t前梁的落差及直线度是否满足粗加工要求。
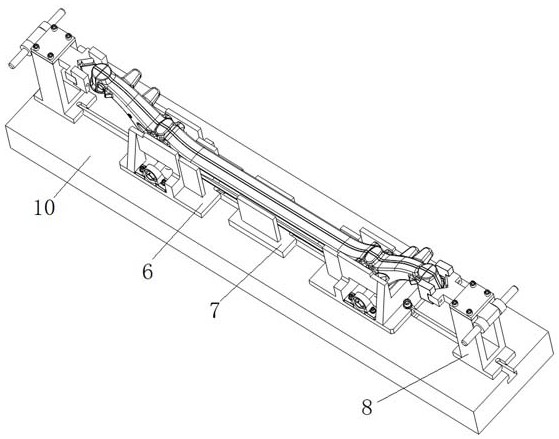
2、一种8t前梁直线度、落差的快速检测工装,包括检具平台,所述检具平台上设置有中杆检验机构,所述中杆检验机构的左右两侧对称式各设置一套板座检验机构,每套板座检验机构远离中杆检验机构的一侧均设置有轴头检验机构;
3、所述中杆检验机构、板座检验机构和轴头检验机构均为对称式结构,三套对称式结构的对称轴位于同一直线上。
4、优选的,所述中杆检验机构、板座检验机构和轴头检验机构均为带卡接口的半开放式结构。
5、优选的,所述中杆检验机构和板座检验机构与检具平台固定连接,所述轴头检验机构与检具平台在水平方向滑动连接。
6、优选的,所述中杆检验机构和板座检验机构均为纵向剖面为u形的半开放式结构。
7、优选的,所述轴头检验机构靠近板座检验机构的一端设置有v形夹座。
8、优选的,所述v形夹座的上表面设置有用于检测轴头高度的检验块。
9、优选的,所述v形夹座的高度高于中杆检验机构和板座检验机构。
10、优选的,所述中杆检验机构、板座检验机构和v形夹座均与检具平台相互垂直设置。
11、有益效果:
12、本通过设置对称式的中杆检验机构、板座检验机构和轴头检验机构,将8t前梁卡入,通过塞尺测量检验机构与前梁之间的间隙值并进行对比,可准确、可靠判定直线度、其落差是否满足粗加工要求,保证产品质量的同时,提升产品质量过程控制。
技术特征:
1.一种8t前梁直线度、落差的快速检测工装,其特征在于,包括检具平台,所述检具平台上设置有中杆检验机构,所述中杆检验机构的左右两侧对称式各设置一套板座检验机构,每套板座检验机构远离中杆检验机构的一侧均设置有轴头检验机构;
2.根据权利要求1所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述中杆检验机构、板座检验机构和轴头检验机构均为带卡接口的半开放式结构。
3.根据权利要求1所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述中杆检验机构和板座检验机构与检具平台固定连接,所述轴头检验机构与检具平台在水平方向滑动连接。
4.根据权利要求1所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述中杆检验机构和板座检验机构均为纵向剖面为u形的半开放式结构。
5.根据权利要求1所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述轴头检验机构靠近板座检验机构的一端设置有v形夹座。
6.根据权利要求5所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述v形夹座的上表面设置有用于检测轴头高度的检验块。
7.根据权利要求5所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述v形夹座的高度高于中杆检验机构和板座检验机构。
8.根据权利要求1所述的一种8t前梁直线度、落差的快速检测工装,其特征在于,所述中杆检验机构、板座检验机构和v形夹座均与检具平台相互垂直设置。
技术总结
本技术公开一种8T前梁直线度、落差的快速检测工装,包括检具平台,所述检具平台上设置有中杆检验机构,所述中杆检验机构的左右两侧对称式各设置一套板座检验机构,每套板座检验机构远离中杆检验机构的一侧均设置有轴头检验机构;所述中杆检验机构、板座检验机构和轴头检验机构均为对称式结构,三套对称式结构的对称轴位于同一直线上。该工装可准确、可靠判定8T前梁的落差及直线度是否满足粗加工要求。
技术研发人员:张兆伟,王世林,张凯,菅宝柱,朱舸,张蒙恩
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:20230901
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!