一种工件位置度检测装置的制作方法
本技术涉及精密加工机械领域,尤其涉及一种工件位置度检测装置。
背景技术:
1、在精密仪器的生产中,常常对工件的各种尺寸数值要求有较高的精准度,以满足精密机械的生产要求。如果工件的尺寸数值与标准值相差较大,则后续生产出来的成品仪器误差较大,容易出现问题。而在平常的工业生产中,通过使用加工者目测的方法对工件进行位置度的检测,这种检测方式存在一定的人为不确定性,观测出来的位置度精准度低,给生产加工带来一定的误差,形成不良品的概率高,而且人眼目视对准找正还需要一定的时间,导致整体的生产效率慢。
技术实现思路
1、针对上述不足,本实用新型的目的在于提供一种工件位置度检测装置,其能自动对工件进行位置度检测,并向外部控制机构反馈工件情况,减少后续不良品的增加,进一步提高生产的效率。
2、本实用新型为达到上述目的所采用的技术方案是:
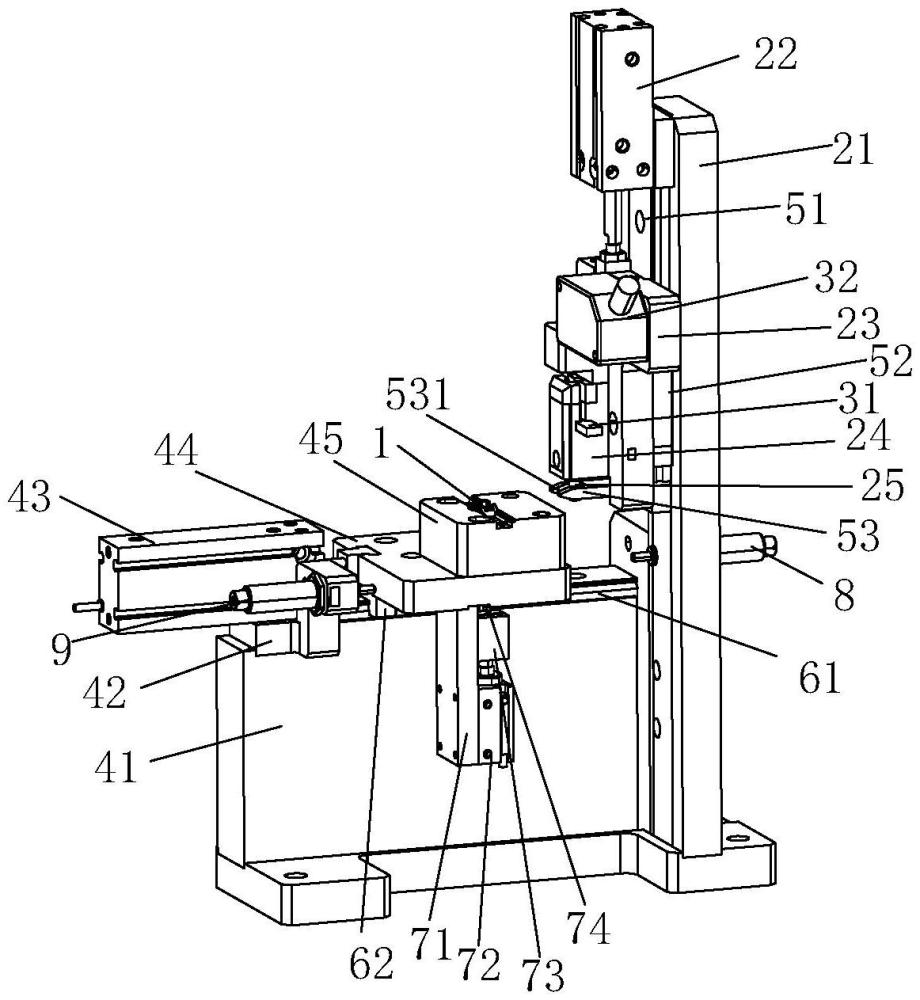
3、一种工件位置度检测装置,包括至少一工件、架设于平台上的一位置度下压机构、设置于所述位置度下压机构上的一位置度检测机构、以及架设于平台上且正对于所述位置度下压机构位置的一推进机构;所述工件的上端形成有向上突出的一上圆柱,所述工件的下端形成有向下延伸的两组下圆柱;所述位置度下压机构包括架设于所述平台上的一下压支撑架、架设于所述下压支撑架上端的一下压驱动气缸、固定于所述下压驱动气缸的输出轴上的下压传动板、固定于所述下压传动板下部的一下压固定件、设置于所述下压固定件的下端且与所述上圆柱相匹配的一中空检测柱;所述上圆柱嵌入所述中空检测柱的下端内部。
4、进一步的,还包括设置于所述下压传动板和所述下压支撑架之间的一下压限位机构,所述下压限位机构包括设置于所述下压支撑架上的一下压导轨、以及一端滑动于所述下压导轨上且另一端固定于所述下压传动板上的一下压滑块。
5、进一步的,所述下压限位机构还包括固定于所述下压传动板下部且延伸至被所述中空检测柱贯穿的一下压限位件;所述中空检测柱上端的直径比下端的直径大;所述下压限位件的前端开设有与所述中空检测柱下端直径相匹配的一贯穿限位槽。
6、进一步的,所述位置度检测机构包括设置于所述下压固定件一侧的一检测板、以及固定于所述下压传动板上且正对于所述检测板的一位置度检测件。
7、进一步的,所述推进机构包括架设于平台上的一推进座、固定于所述推进座最外侧的一推进支撑件、设置于推进支撑件上的一推进气缸、固定于所述推进气缸最外侧的一推进板、以及设置于所述推进板上端面的一工件固定件。
8、进一步的,所述工件固定件上形成有与所述下圆柱相匹配的两组限位插孔。
9、进一步的,所述推进座与所述推进板之间还设置有一推进导向机构,所述推进导向机构包括固定于所述推进座上的一推进导轨、以及一端滑动于所述推进导轨上且另一端固定于所述推进板下端面上的一推进滑块。
10、进一步的,还包括设置于所述推进板下端的一下圆柱抵压机构,所述下圆柱抵压机构包括设置于所述推进板下端的一抵压支撑板、固定于所述抵压支撑板最下端的一抵压气缸、设置于所述抵压气缸的输出轴上的一抵压限位件、设置于所述抵压限位件上且伸入所述限位插孔内将下圆柱抵压的两组抵压柱。
11、进一步的,还包括设置于所述下压支撑架上且正对于所述推进板的一第一缓冲件。
12、进一步的,还包括设置于所述推进支撑件一侧且正对于所述推进板的一第二缓冲件。
13、本实用新型的有益效果为:
14、通过将本装置设置为包括至少一工件、架设于平台上的一位置度下压机构、设置于所述位置度下压机构上的一位置度检测机构、以及架设于平台上且正对于所述位置度下压机构位置的一推进机构。外部上料机构将工件传送置入所述推进机构后,所述推进机构将工件推送至正对于所述位置度下压机构的正下方。所述位置度下压机构下压抵压于工件上,所述位置度检测机构对位置度下压机构的下压高度和速度等进行检测,并将检测出来的数据反馈给外部控制机构,外部控制机构对检测出来的数据与参考值进行对比,判断出工件哪里的尺寸有误差,为不良品,从而能让生产者及时了解生产情况,减少后续不良成品的产生,提高工件的良品率。
15、所述工件的上端形成有向上突出的一上圆柱,所述工件的下端形成有向下延伸的两组下圆柱。通过将所述位置度下压机构设置为包括架设于所述平台上的一下压支撑架、架设于所述下压支撑架上端的一下压驱动气缸、固定于所述下压驱动气缸的输出轴上的下压传动板、固定于所述下压传动板下部的一下压固定件、设置于所述下压固定件的下端且与所述上圆柱相匹配的一中空检测柱;所述上圆柱嵌入所述中空检测柱的下端内部。当需要对工件进行位置度检测时,所述下压驱动气缸启动,带动连接于其上的下压传动板、下压固定件以及中空检测柱向下移动,所述工件上的上圆柱嵌入所述中空检测柱的下端内部。此时所述位置度检测机构对位置度下压机构下压的高度等因素进行检测,将检测出来的数据反馈给外部控制机构,外部控制机构对检测出来的数据与参考值进行对比,判断出工件哪里的尺寸有误差,为不良品,从而能让生产者及时了解生产情况,减少后续不良成品的产生,提高工件的良品率。
16、上述是实用新型技术方案的概述,以下结合附图与具体实施方式,对本实用新型做进一步说明。
技术特征:
1.一种工件位置度检测装置,其特征在于:包括至少一工件、架设于平台上的一位置度下压机构、设置于所述位置度下压机构上的一位置度检测机构、以及架设于平台上且正对于所述位置度下压机构位置的一推进机构;所述工件的上端形成有向上突出的一上圆柱,所述工件的下端形成有向下延伸的两组下圆柱;所述位置度下压机构包括架设于所述平台上的一下压支撑架、架设于所述下压支撑架上端的一下压驱动气缸、固定于所述下压驱动气缸的输出轴上的下压传动板、固定于所述下压传动板下部的一下压固定件、设置于所述下压固定件的下端且与所述上圆柱相匹配的一中空检测柱;所述上圆柱嵌入所述中空检测柱的下端内部。
2.根据权利要求1所述的工件位置度检测装置,其特征在于:还包括设置于所述下压传动板和所述下压支撑架之间的一下压限位机构,所述下压限位机构包括设置于所述下压支撑架上的一下压导轨、以及一端滑动于所述下压导轨上且另一端固定于所述下压传动板上的一下压滑块。
3.根据权利要求2所述的工件位置度检测装置,其特征在于:所述下压限位机构还包括固定于所述下压传动板下部且延伸至被所述中空检测柱贯穿的一下压限位件;所述中空检测柱上端的直径比下端的直径大;所述下压限位件的前端开设有与所述中空检测柱下端直径相匹配的一贯穿限位槽。
4.根据权利要求1所述的工件位置度检测装置,其特征在于:所述位置度检测机构包括设置于所述下压固定件一侧的一检测板、以及固定于所述下压传动板上且正对于所述检测板的一位置度检测件。
5.根据权利要求1所述的工件位置度检测装置,其特征在于:所述推进机构包括架设于平台上的一推进座、固定于所述推进座最外侧的一推进支撑件、设置于推进支撑件上的一推进气缸、固定于所述推进气缸最外侧的一推进板、以及设置于所述推进板上端面的一工件固定件。
6.根据权利要求5所述的工件位置度检测装置,其特征在于:所述工件固定件上形成有与所述下圆柱相匹配的两组限位插孔。
7.根据权利要求5所述的工件位置度检测装置,其特征在于:所述推进座与所述推进板之间还设置有一推进导向机构,所述推进导向机构包括固定于所述推进座上的一推进导轨、以及一端滑动于所述推进导轨上且另一端固定于所述推进板下端面上的一推进滑块。
8.根据权利要求6所述的工件位置度检测装置,其特征在于:还包括设置于所述推进板下端的一下圆柱抵压机构,所述下圆柱抵压机构包括设置于所述推进板下端的一抵压支撑板、固定于所述抵压支撑板最下端的一抵压气缸、设置于所述抵压气缸的输出轴上的一抵压限位件、设置于所述抵压限位件上且伸入所述限位插孔内将下圆柱抵压的两组抵压柱。
9.根据权利要求5所述的工件位置度检测装置,其特征在于:还包括设置于所述下压支撑架上且正对于所述推进板的一第一缓冲件。
10.根据权利要求5所述的工件位置度检测装置,其特征在于:还包括设置于所述推进支撑件一侧且正对于所述推进板的一第二缓冲件。
技术总结
本技术公开了一种工件位置度检测装置,包括工件、架设于平台上的位置度下压机构、设置于位置度下压机构上的位置度检测机构、以及正对于位置度下压机构位置的推进机构;工件的上端形成有向上突出的上圆柱,工件的下端形成有向下延伸的两组下圆柱;位置度下压机构包括架设于平台上的下压支撑架、架设于下压支撑架上端的下压驱动气缸、固定于下压驱动气缸的输出轴上的下压传动板、固定于下压传动板下部的下压固定件、设置于下压固定件的下端且与上圆柱相匹配的中空检测柱;上圆柱嵌入中空检测柱的下端内部。本技术能自动对工件进行位置度检测,并向外部控制机构反馈工件情况,减少后续不良品的增加,进一步提高生产的效率。
技术研发人员:刘剑,李飞斌,喻遵水,李勇,龙年香
受保护的技术使用者:东莞市丞威塑胶制品有限公司
技术研发日:20230908
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!