电池盒的漏件检测工装的制作方法
本技术涉及电池盒装配,特别涉及一种电池盒的漏件检测工装。
背景技术:
1、现有技术中,新能源电池盒在装配过程中需要装配水嘴和封堵片,由于需要装配的水嘴和封堵片数量较多,人工装配时容易漏装,需要专门的质检员检测是否漏件,增加人工成本,检测效果并不绝对,影响后续的生产过程。
技术实现思路
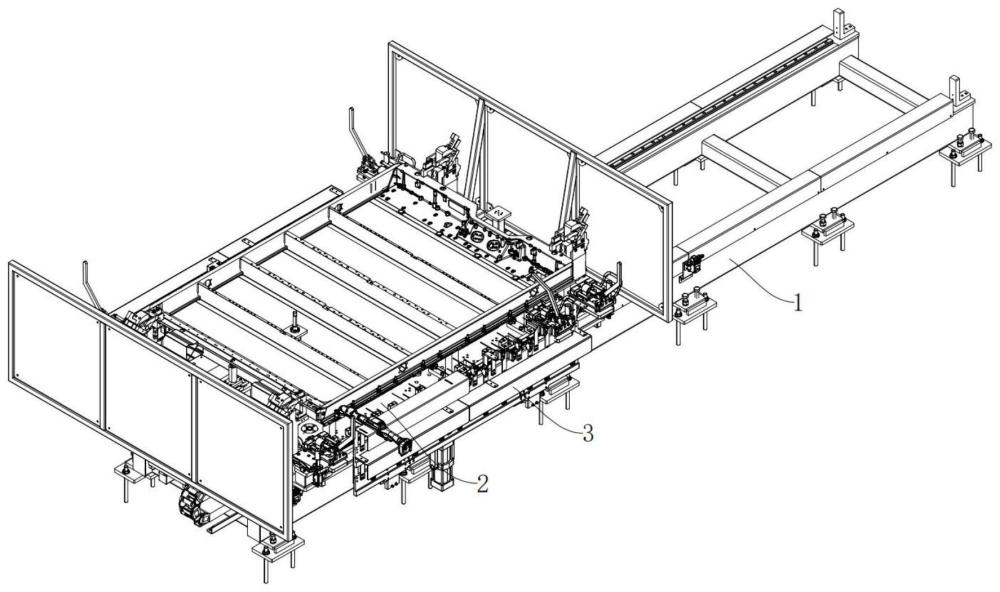
1、根据本实用新型实施例,提供了一种电池盒的漏件检测工装,用于检测电池盒两侧的装配元件是否漏装,包含:
2、滑台;
3、定位板,定位板设置在滑台上,定位板可沿滑台滑动,定位板承托电池盒;
4、检测机构,检测机构与滑台相邻设置,并与装配元件的安装位置相对,检测机构检测装配元件是否漏装。
5、进一步,检测机构包含:
6、一对检测组件,一对检测组件分别设置在电池盒的两侧,检测组件与装配元件的安装位置相对,检测组件检测装配元件是否漏装;
7、一对升降组件,一对升降组件与一对检测组件一一对应相连,升降组件驱动检测组件升降。
8、进一步,升降组件包含:
9、升降板,升降板与检测组件相连;
10、若干升降气缸,若干升降气缸均匀设置在升降板底端,升降气缸的驱动端与升降板相连。
11、进一步,检测组件包含:
12、若干安装架,若干安装架固定在升降组件上,若干安装架与装配元件的安装位置一一对应;
13、若干检测件,若干检测件分别固定在若干安装架上,检测件检测安装位置是否有装配元件。
14、进一步,检测件为激光传感器。
15、根据本实用新型实施例的电池盒的漏件检测工装,能够替代低效的人检生产模式,降低人工的成本,提高检测效果,实现智能化的生产模式。
16、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种电池盒的漏件检测工装,用于检测电池盒两侧的装配元件是否漏装,其特征在于,包含:
2.如权利要求1所述电池盒的漏件检测工装,其特征在于,所述检测机构包含:
3.如权利要求2所述电池盒的漏件检测工装,其特征在于,所述升降组件包含:
4.如权利要求2所述电池盒的漏件检测工装,其特征在于,所述检测组件包含:
5.如权利要求4所述电池盒的漏件检测工装,其特征在于,所述检测件为激光传感器。
技术总结
本技术公开了一种电池盒的漏件检测工装,用于检测电池盒两侧的装配元件是否漏装,包含:滑台;定位板,定位板设置在滑台上,定位板可沿滑台滑动,定位板承托电池盒;检测机构,检测机构与滑台相邻设置,并与装配元件的安装位置相对,检测机构检测装配元件是否漏装。本技术能够替代低效的人检生产模式,降低人工的成本,提高检测效果,实现智能化的生产模式。
技术研发人员:王际文,郭文昕
受保护的技术使用者:上海君屹工业自动化股份有限公司
技术研发日:20230928
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!