一种车门护板总成检具的制作方法
本技术属于汽车门护板检具,具体地说,涉及一种车门护板总成检具。
背景技术:
1、检具是工业生产企业用于控制产品各种尺寸(例如孔径、空间尺寸等)的简捷工具,提高生产效率和控制质量,适用于大批量生产的产品,如汽车零部件,以替代专业测量工具,如光滑塞规、螺纹塞规、外径卡规等,汽车工业持续高速发展,零部件也在开发制造过程中不断的改进,零部件改进后需用检具进行测量,检具是在汽车产品量产阶段之前,通过检具来评价产品尺寸和质量的重要手段和工具,尺寸精度非常高,所以对检具的需求量也日益增长。
2、目前对于汽车车门护板的型面、间隙误差的检测,检测人员一般是通过对一个面上确定多个测量点,然后利用工具对确定的测量点进行间隙差的检测,操作过程较为繁琐,并且对于车门护板的固定也较为麻烦,检测费时费力,实用效果较差。
技术实现思路
1、有鉴于此,本实用新型所要解决的技术问题是提供了一种车门护板总成检具,用于避免以往车门护板检具装夹复杂,容易产生测量误差,其检测的工艺复杂,周期长,效率低的麻烦。
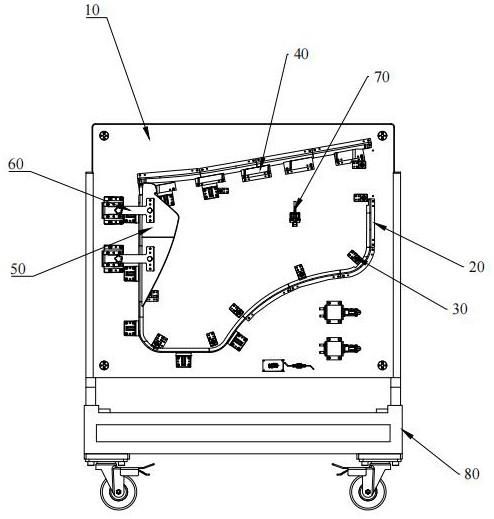
2、为了解决上述技术问题,本实用新型公开了一种车门护板总成检具,车门护板内侧边缘设置有多个装配钉扣,该检具包括:
3、工作台,工作台竖置;
4、车门护板胎模,车门护板胎模固定于工作台,用于支撑车门护板;
5、锁紧定位座,锁紧定位座设置于车门护板胎模内侧,且具有对应装配钉扣的卡扣钉孔;
6、钣金卡扣板,钣金卡扣板安装于车门护板胎模内侧,且向车门护板胎模延伸,用于配合车门护板胎模限位车门护板的钣金;
7、间隙面差检测块,间隙面差检测块通过翻转结构安装于工作台,用于压覆至车门护板上侧;以及
8、锁紧销,锁紧销安装于工作台,用于锁紧车门护板。
9、根据本实用新型一实施方式,其中上述工作台下侧设置有安装机架,安装机架底部四周安装有滚轮。
10、根据本实用新型一实施方式,其中上述锁紧销至少设置有2个,且穿设锁紧车门护板的孔位,并具有不同朝向。
11、根据本实用新型一实施方式,其中上述车门护板胎模与车门护板型面贴合。
12、根据本实用新型一实施方式,其中上述钣金卡扣板位于车门护板胎模上侧,锁紧定位座位于车门护板胎模另外三侧。
13、与现有技术相比,本实用新型可以获得包括以下技术效果:
14、通过车门护板胎模基准定位车门护板,然后锁紧定位座进行卡扣车门护板的装配钉扣,锁紧销锁紧,钣金卡扣板贴合限位,完成车门护板的装夹,最后间隙面差检测块翻转压覆进行轮廓间隙检测,用面差规对产品周边各面差进行检测,准确性强,效率高。
15、当然,实施本实用新型的任一产品必不一定需要同时达到以上所述的所有技术效果。
技术特征:
1.一种车门护板总成检具,所述车门护板内侧边缘设置有多个装配钉扣,其特征在于,该检具包括:
2.根据权利要求1所述的车门护板总成检具,其特征在于,其中所述工作台下侧设置有安装机架,所述安装机架底部四周安装有滚轮。
3.根据权利要求1所述的车门护板总成检具,其特征在于,其中所述锁紧销至少设置有2个,且穿设锁紧所述车门护板的孔位,并具有不同朝向。
4.根据权利要求1所述的车门护板总成检具,其特征在于,其中所述车门护板胎模与所述车门护板型面贴合。
5.根据权利要求1所述的车门护板总成检具,其特征在于,其中所述钣金卡扣板位于所述车门护板胎模上侧,所述锁紧定位座位于所述车门护板胎模另外三侧。
技术总结
本技术公开了一种车门护板总成检具,车门护板内侧边缘设置有多个装配钉扣,该检具包括工作台;车门护板胎模,车门护板胎模用于支撑车门护板;锁紧定位座;钣金卡扣板,钣金卡扣板安装于车门护板胎模内侧,且向车门护板胎模延伸,用于配合车门护板胎模限位车门护板的钣金;间隙面差检测块,间隙面差检测块通过翻转结构安装于工作台,用于压覆至车门护板上侧;以及锁紧销。本技术通过车门护板胎模基准定位车门护板,然后锁紧定位座进行卡扣车门护板的装配钉扣,锁紧销锁紧,钣金卡扣板贴合限位,完成车门护板的装夹,最后间隙面差检测块翻转压覆进行轮廓间隙检测,用面差规对产品周边各面差进行检测,准确性强,效率高。
技术研发人员:陆蓓华
受保护的技术使用者:江苏昊东模塑有限公司
技术研发日:20231010
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!