基于FPGA的工件检测系统的制作方法
本技术属于工件检测,特别涉及一种基于fpga的工件检测系统。
背景技术:
1、现有的高速生产线上,用于测量工件尺寸的仪器仪表一般采用的传感器及其处理器响应较慢,难以满足测量高速生产线上高速运动的微小物体尺寸时对测量精度的测量需要。
2、比如,片状纸质复合包装材料制造时可能会产生裂纹以及空洞等缺陷,上述缺陷往往仅有几毫米的大小,在高速运转的传送带的传送过程中,采用现有测量设备难以发现上述缺陷的存在,或者即使检测出来也无法准确测量出缺陷的大小,不能保证检测的精度。
技术实现思路
1、针对上述问题,本实用新型公开了一种基于fpga的工件检测系统,以克服上述问题或者至少部分地解决上述问题。
2、为了实现上述目的,本实用新型采用以下技术方案:
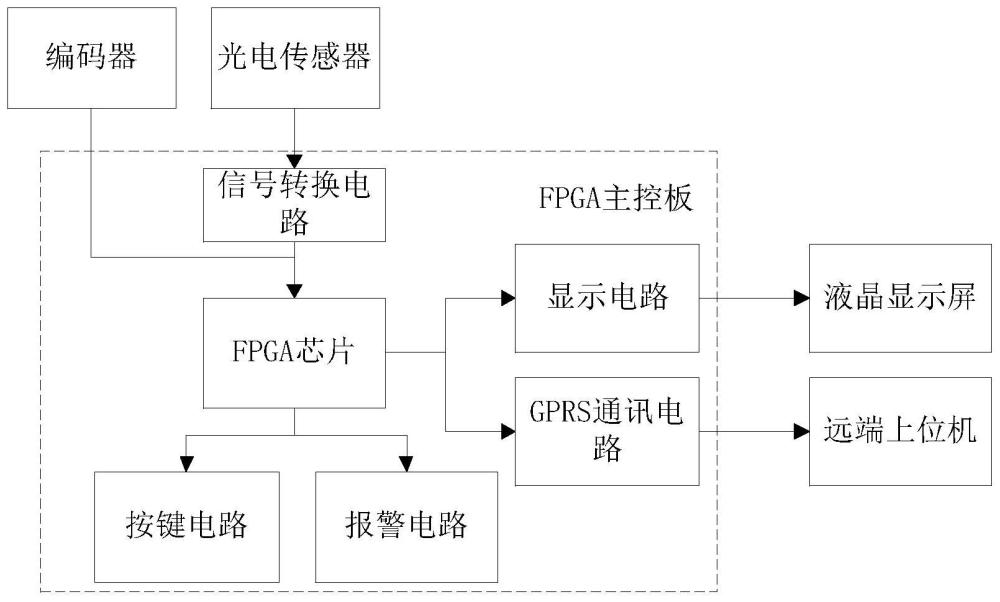
3、一种基于fpga的工件检测系统,工件检测系统包括编码器、光电传感器和fpga主控板;其中,编码器设置在待检测工件的输送装置上;光电传感器固定设置在待检测工件的一侧;fpga主控板与编码器和光电传感器电连接。
4、可选的,光电传感器为色标传感器,光电传感器能够感应待检测工件中的特征,特征为能够产生颜色变化特征、能够产生亮度变化的特征或缺陷特征。
5、可选的,工件检测系统还包括显示模块,显示模块包括直接与fpga主控板连接的显示电路和/或远程显示设备。
6、可选的,显示电路为rgb显示电路,rgb显示电路与液晶显示屏连接。
7、可选的,远程显示设备包括gprs通讯电路和远端上位机,远端上位机通过gprs通讯电路与fpga主控板连接,用于实时显示和监控。
8、可选的,工件检测系统还包括信号转换电路,信号转换电路能够将光电传感器产生的电信号转换为fpga主控板能够接受处理的信号。
9、可选的,信号转换电路为光耦转换电路。
10、可选的,工件检测系统还包括与fpga主控板连接的按键电路。
11、可选的,工件检测系统还包括报警模块,报警模块与fpga主控板连接。
12、可选的,fpga主控板还包括如下的至少一种模块:存储模块、程序写入模块、时钟模块和信号指示模块。
13、本实用新型的优点及有益效果是:
14、上述方案采用了适合高速处理的fpga芯片,并利用高精度的编码器以及高速的光电传感器采集信号,充分利用fpga芯片所具有的高速并行处理能力计算出待检测工件的长度,从而能够减少fpga主控板执行的时延,提高了执行的实时性,提高了测量的精度。
技术特征:
1.一种基于fpga的工件检测系统,其特征在于,所述工件检测系统包括编码器、光电传感器和fpga主控板;其中,所述编码器设置在待检测工件的输送装置上;所述光电传感器固定设置在所述待检测工件的一侧;所述fpga主控板与所述编码器和所述光电传感器电连接。
2.根据权利要求1所述的工件检测系统,其特征在于,所述光电传感器为色标传感器,所述光电传感器能够感应所述待检测工件中的特征,所述特征为能够产生颜色变化的特征、能够产生亮度变化的特征或缺陷特征。
3.根据权利要求1所述的工件检测系统,其特征在于,所述工件检测系统还包括显示模块,所述显示模块包括直接与所述fpga主控板连接的显示电路和/或远程显示设备。
4.根据权利要求3所述的工件检测系统,其特征在于,所述显示电路为rgb显示电路,所述rgb显示电路与液晶显示屏连接。
5.根据权利要求3所述的工件检测系统,其特征在于,所述远程显示设备包括gprs通讯电路和远端上位机,所述远端上位机通过gprs通讯电路与所述fpga主控板连接,用于实时显示和监控。
6.根据权利要求1所述的工件检测系统,其特征在于,所述工件检测系统还包括信号转换电路,所述信号转换电路能够将所述光电传感器产生的电信号转换为所述fpga主控板能够接受处理的信号。
7.根据权利要求6所述的工件检测系统,其特征在于,所述信号转换电路为光耦转换电路。
8.根据权利要求1所述的工件检测系统,其特征在于,所述工件检测系统还包括与所述fpga主控板连接的按键电路。
9.根据权利要求1所述的工件检测系统,其特征在于,所述工件检测系统还包括报警模块,所述报警模块与所述fpga主控板连接。
10.根据权利要求1~9中任一项所述的工件检测系统,其特征在于,所述fpga主控板还包括如下的至少一种模块:存储模块、程序写入模块、时钟模块和信号指示模块。
技术总结
本技术公开了一种基于FPGA的工件检测系统,该工件检测系统包括编码器、光电传感器和FPGA主控板;其中,编码器设置在待检测工件的输送装置上;光电传感器固定设置在待检测工件的一侧;FPGA主控板与编码器和光电传感器电连接。上述方案采用编码器和光电传感器获得的两种信号结合的方式确定工件的相关尺寸,并充分利用了FPGA所具有的高速并行处理能力,减少程序执行的时延,提高执行的实时性,提高了工件检测的精度。
技术研发人员:刘立军,刘峰,黄清杰
受保护的技术使用者:纷美包装(山东)有限公司
技术研发日:20231012
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!