一种方板坯铸机备用涡流液面检测装置的制作方法
本技术属于辅助检测,具体是一种方板坯铸机备用涡流液面检测装置。
背景技术:
1、铸机现有两种液面检测方式,生产板坯时用vuhz液面传感器,其实际上是电磁式的传感器,它通过测量钢水通过磁场时产生的电流来确定钢液面的高度,安装于结晶器内弧侧的顶部。生产方坯时用的是放射源检测法,采用安装在方坯结晶器上的同位素铯137放射源,采用bgo晶体作为接受器的晶体,接受器接收放射源发出的γ射线,将γ射线转化为电信号,通过反馈的信号给液面控制plc,使钢水液面保持在预定的高度。
2、其缺点是,两种检测方式的传感器均装在结晶器里面,当检测设备出现故障时无法在线处理,没有液面检测,无法做到钢水液面的自动控制,从而会产生较大的液面波动,连铸机液面波动过大会对铸坯质量造成很大影响。一般情况下只能非计划停浇,生产损失较大。
技术实现思路
1、本实用新型的目的在于提供一种方板坯铸机备用涡流液面检测装置,以解决上述现有技术中的问题。
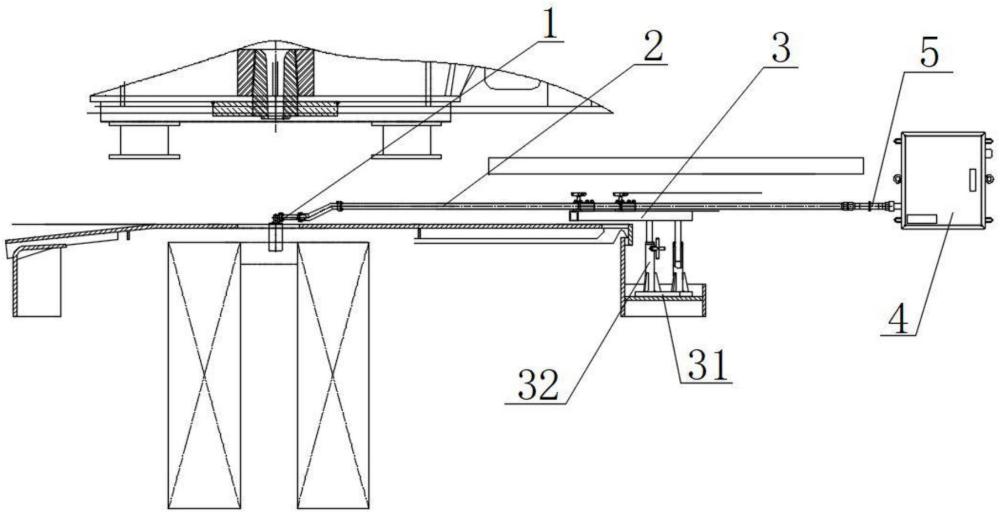
2、提供一种方板坯铸机备用涡流液面检测装置,包括:
3、液面传感器、传感器连接杆以及安装支架,所述传感器连接杆与安装支架为可拆卸连接,所述液面传感器设置于传感器连接杆的一端。
4、作为本实用新型进一步的方案:所述传感器连接杆为伸缩杆。
5、作为本实用新型进一步的方案:还包括电气控制柜,所述液面传感器的导线从传感器连接杆的内部走线并从传感器连接杆的另一端引出,所述导线与电气控制柜电性连接。
6、作为本实用新型进一步的方案:所述安装支架包括底板以及调节杆,所述底板设置于调节杆的一端,所述传感器连接杆设置于调节杆的另一端。
7、与现有技术相比,本实用新型的有益效果在于:
8、本申请是一种外挂型的设备,可以做到即装即用。当在线的检测装置出现故障时,通过快速将液面传感器通过传感器连接杆和安装支架固定在大盖板处,安装液面传感器于正确位置,切换液面检测程序,即可实现涡流液面检测与液面控制。通过实际上线的热试,铸机的板坯、方坯两种不同生产方式的情况下,涡流检测系统均能实现液面检测。具备事故备用功能,避免了因液面检测故障造成的非计划停浇事故。
技术特征:
1.一种方板坯铸机备用涡流液面检测装置,其特征在于,包括:
2.根据权利要求1所述的一种方板坯铸机备用涡流液面检测装置,其特征在于,所述传感器连接杆(2)为伸缩杆。
3.根据权利要求1所述的一种方板坯铸机备用涡流液面检测装置,其特征在于,还包括电气控制柜(4),所述液面传感器(1)的导线从传感器连接杆(2)的内部走线并从传感器连接杆(2)的另一端引出,所述导线与电气控制柜(4)电性连接。
4.根据权利要求3所述的一种方板坯铸机备用涡流液面检测装置,其特征在于,所述传感器连接杆(2)与电气控制柜(4)之间设置有对接杆(5),所述液面传感器(1)的导线穿过对接杆(5)与电气控制柜(4)电性连接。
5.根据权利要求1所述的一种方板坯铸机备用涡流液面检测装置,其特征在于,所述安装支架(3)包括底板(31)以及调节杆(32),所述底板(31)设置于调节杆(32)的一端,所述传感器连接杆(2)设置于调节杆(32)的另一端。
技术总结
本技术公开了一种方板坯铸机备用涡流液面检测装置,属于辅助检测技术领域,包括液面传感器、传感器连接杆以及安装支架,传感器连接杆与安装支架为可拆卸连接,液面传感器设置于传感器连接杆的一端。本申请是一种外挂型的设备,可以做到即装即用。当在线的检测装置出现故障时,通过快速将液面传感器通过传感器连接杆和安装支架固定在大盖板处,安装液面传感器于正确位置,切换液面检测程序,即可实现涡流液面检测与液面控制。通过实际上线的热试,铸机的板坯、方坯两种不同生产方式的情况下,涡流检测系统均能实现液面检测。具备事故备用功能,避免了因液面检测故障造成的非计划停浇事故。
技术研发人员:宋浉柠,肖维明,王振宇,姜云超,杨东觉
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:20231018
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!