一种V型柴油机曲轴磁粉探伤检测夹具的制作方法
本申请涉及机械制造,特别涉及一种v型柴油机曲轴磁粉探伤检测夹具。
背景技术:
1、淄柴机器有限公司生产的16v170型柴油机,具有结构紧凑、综合性能好的优点受到市场好评,其主要零件之一的曲轴与其它型号柴油机曲轴形状尺寸完全不同,16v170型柴油机曲轴的表面及近表面有无缺陷,直接影响16v170型柴油机的综合性能,磁粉探伤机就是检测柴油机曲轴表面及近表面有无缺陷的设备,因为6v170型柴油机曲轴飞轮端尺寸和形状与其它型号柴油机曲轴飞轮端尺寸形状完全不同,所以该v型柴油机曲轴无法固定在磁粉探伤机上进行检测。
2、因此,如何解决v型柴油机曲轴无法固定在磁粉探伤机上进行检测的问题,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本申请目的是提供一种v型柴油机曲轴磁粉探伤检测夹具,能够解决v型柴油机曲轴无法固定在磁粉探伤机上进行检测的问题。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、一种v型柴油机曲轴磁粉探伤检测夹具,用于将v型柴油机曲轴的飞轮端安装在磁粉探伤机的滚轮支架上,检测夹具包括夹具体本体和腔体,腔体设置于夹具体本体内部,腔体用于与飞轮端间隙配合,夹具体本体背离腔体的周向上设有凹槽,凹槽用于与滚轮支架配合安装。
4、作为优选的,检测夹具还包括装卸手柄,装卸手柄穿设于夹具体本体沿第一方向的一个端部。
5、作为优选的,腔体包括第一台阶孔,装卸手柄沿第一方向的一个端部设于第一台阶孔内。
6、作为优选的,腔体还包括和第一台阶孔同轴设置的第二台阶孔、第三台阶孔和第四台阶孔,第一台阶孔、第二台阶孔、第三台阶孔和第四台阶孔垂直于第一方向的横截面均为圆形。
7、作为优选的,第一台阶孔、第二台阶孔、第三台阶孔和第四台阶孔的圆形横截面直径依次增大。
8、作为优选的,凹槽垂直于第一方向的横截面为圆环形。
9、作为优选的,装卸手柄设有圆形通孔。
10、作为优选的,装卸手柄位于夹具体本体端面的中心。
11、作为优选的,装卸手柄与夹具体本体通过螺纹连接。
12、作为优选的,夹具体本体材料具体为45号钢材。
13、相对于上述背景技术,本申请所提供的v型柴油机曲轴磁粉探伤检测夹具,用于曲轴的飞轮端安装于磁粉探伤机的滚轮支架,检测夹具包括夹具体本体和腔体,腔体设置于夹具体本体内部,腔体用于与飞轮端间隙配合,夹具体本体背离腔体的周向上设有凹槽,凹槽用于与滚轮支架配合安装。
14、具体来说,通过检测夹具设有凹槽的夹具体本体与磁粉探伤机的滚轮支架配合,检测夹具的腔体与曲轴的飞轮端间隙配合且腔体设置于夹具体本体内部,使得曲轴的飞轮端通过检测夹具可以安装在磁粉探伤机的滚轮支架进行检测,从而解决了v型柴油机曲轴无法固定在磁粉探伤机上进行检测的问题。
技术特征:
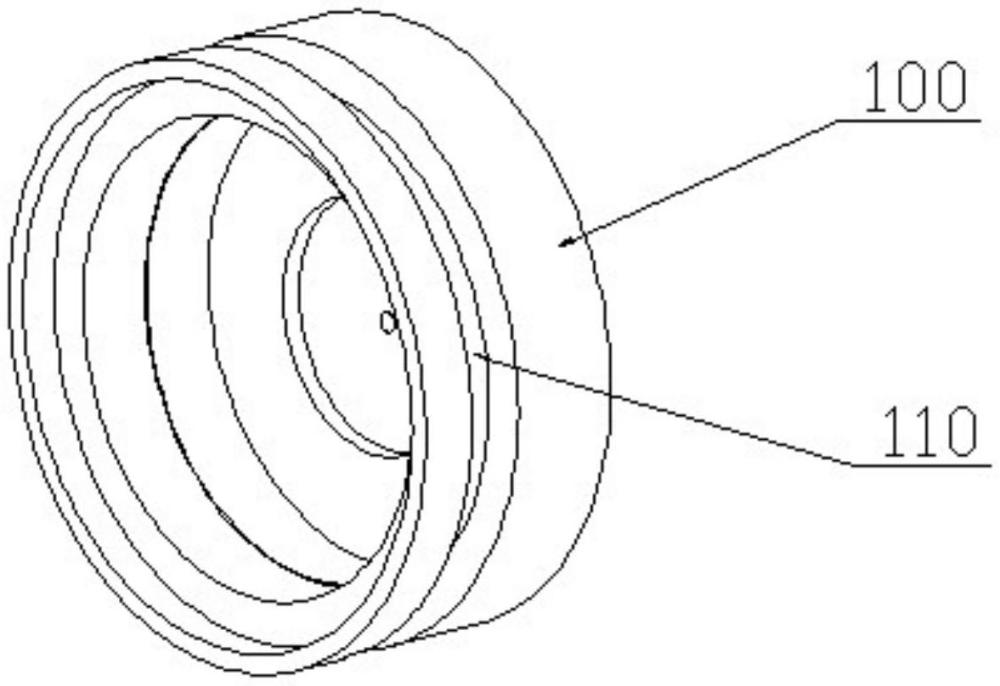
1.一种v型柴油机曲轴磁粉探伤检测夹具,用于将v型柴油机曲轴的飞轮端安装在磁粉探伤机的滚轮支架上,其特征在于,所述检测夹具包括夹具体本体(100)和腔体(200),所述腔体(200)设置于所述夹具体本体(100)内部,所述腔体(200)用于与所述飞轮端间隙配合,所述夹具体本体(100)背离所述腔体(200)的周向上设有凹槽(110),所述凹槽(110)用于与所述滚轮支架配合安装。
2.根据权利要求1所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述检测夹具还包括装卸手柄(120),所述装卸手柄(120)穿设于所述夹具体本体(100)沿第一方向的一个端部。
3.根据权利要求2所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述腔体(200)包括第一台阶孔(210),所述装卸手柄(120)沿所述第一方向的一个端部设于所述第一台阶孔(210)内。
4.根据权利要求3所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述腔体(200)还包括和所述第一台阶孔(210)同轴设置的第二台阶孔(220)、第三台阶孔(230)和第四台阶孔(240),所述第一台阶孔(210)、所述第二台阶孔(220)、所述第三台阶孔(230)和所述第四台阶孔(240)垂直于所述第一方向的横截面均为圆形。
5.根据权利要求4所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述第一台阶孔(210)、所述第二台阶孔(220)、所述第三台阶孔(230)和所述第四台阶孔(240)的圆形横截面直径依次增大。
6.根据权利要求4所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述凹槽(110)垂直于所述第一方向的横截面为圆环形。
7.根据权利要求4所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述装卸手柄(120)设有圆形通孔(121)。
8.根据权利要求4所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述装卸手柄(120)位于所述夹具体本体(100)端面的中心。
9.根据权利要求4所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述装卸手柄(120)与所述夹具体本体(100)通过螺纹连接。
10.根据权利要求1至9任意一项所述的v型柴油机曲轴磁粉探伤检测夹具,其特征在于,所述夹具体本体(100)材料具体为45号钢材。
技术总结
本技术在于一种V型柴油机曲轴磁粉探伤检测夹具,用于将V型柴油机曲轴的飞轮端安装在磁粉探伤机的滚轮支架上,检测夹具包括夹具体本体和腔体,腔体设置于夹具体本体内部,腔体用于与飞轮端间隙配合,夹具体本体背离腔体的周向上设有凹槽,凹槽用于与滚轮支架配合安装;检测夹具还包括装卸手柄,装卸手柄穿设于夹具体本体沿第一方向的一个端部,具体来说,通过检测夹具设有凹槽的夹具体本体与磁粉探伤机的滚轮支架配合,检测夹具的腔体与曲轴的飞轮端间隙配合且腔体设置于夹具体本体内部,装卸手柄装设于夹具体本体,方便夹具体本体安装或拆卸于滚轮支架,如此设置,能够解决V型柴油机曲轴无法固定在磁粉探伤机上进行检测的问题。
技术研发人员:于清杰,李刚荣,高仲璟
受保护的技术使用者:淄柴机器有限公司
技术研发日:20231026
技术公布日:2024/8/1
- 还没有人留言评论。精彩留言会获得点赞!