一种汽车工业焊装夹具精度重复性检测装置的制作方法
本技术涉及夹具精度检测领域,尤其涉及一种汽车工业焊装夹具精度重复性检测装置。
背景技术:
1、在汽车车身的装配焊接生产过程中,为了保证产品质量、提高劳动生产率和减轻劳动强度,经常使用一些用以夹持并确定工件位置的工具和装置来完成装配和焊接工作,我们把这些工具和装置统称为焊装夹具,使用装焊夹具可以保证焊件焊后能获得正确的几何形状和尺寸,特别是车身的门窗等孔洞的尺寸和形状。在装配时,夹具必须使被装配的零件或部件获得正确的位置和可靠的夹紧,并且在焊接时能阻止焊件产生变形,随着汽车产量的逐年提升,焊装夹具的对汽车良品率的提升至关重要,于是对焊装夹具的精度检测装置也逐渐进入大众视野。
2、目前,对焊装夹具的精度检测主要依赖于人为观察或通过精度尺去检查,这样做费时费力,面对重复性的大量检测工作时很容易出现误差,于是急需一种可以在对大量相同种类的焊装夹具进行精度检测时能简单高效并统一标准的检测装置。
技术实现思路
1、为了解决现有技术中手动一个个进行检查容易产生误差的问题,本实用新型提供一种汽车工业焊装夹具精度重复性检测装置;
2、本实用新型提供的一种汽车工业焊装夹具精度重复性检测装置采用如下的技术方案:
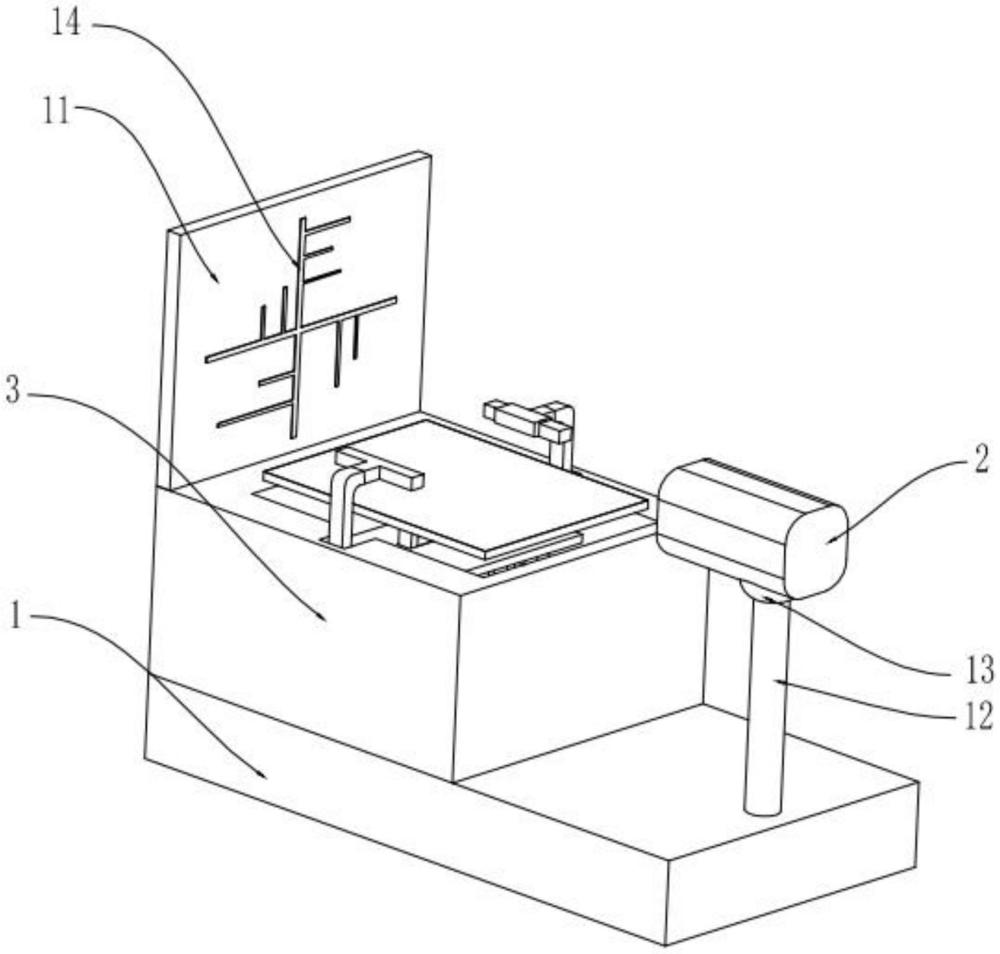
3、一种汽车工业焊装夹具精度重复性检测装置,包括底座、激光仪和弹性紧固装置,所述底座顶部设置有弹性紧固装置,所述弹性紧固装置的顶部一体成型有投影屏,所述底座顶部的设置有固定柱,所述固定柱的顶部一体成型有万向球,所述万向球的外表面活动连接有激光仪;
4、进一步的,所述弹性紧固装置包括顶部平台,所述顶部平台的底部一体成型有第三齿槽;所述底座的顶部设置有支撑部,所述支撑部的顶部焊接有弹簧的一端,所述弹簧的另一端焊接在顶部平台的底部;所述支撑部的顶部开设有通孔,所述第三齿槽滑动设置在通孔内,所述支撑部的侧壁上通过螺栓可旋转的连接有齿轮,所述齿轮与第三齿槽相啮合;
5、进一步的,所述弹性紧固装置还包括第一紧固夹和第二紧固夹,所述支撑部的相对两个侧壁上分别侧开设有固定孔,所述固定孔内分别设置有第一紧固夹和第二紧固夹,所述第一紧固夹和第二紧固夹的一端插接有夹持部,所述第一紧固夹和第二紧固夹的另一端一体成型有第一齿槽和第二齿槽,所述第一齿槽和第二齿槽滑动连接并分别与齿轮相啮合;
6、进一步的,所述夹持部可以为工字型夹持部或圆柱形夹持部;
7、进一步的,所述夹持部的表面设置有防滑垫;
8、进一步的,所述投影屏上刻制有用于检测焊装夹具精度的精度线。
9、综上所述,本实用新型的有益效果为:本实用新型通过在底座上设置弹性紧固装置,可以将焊装夹具自动固定,检测大批量同型号的焊装夹具时,可减小重复性检测中的误差;通过增设激光仪和投影屏,可以对焊装夹具进行照射,将焊装夹具的角度或形状等投射到投影屏上来进行精度的检查;通过设置精度表,可以将激光仪照射焊装夹具的影像投射在投影屏上并与精度表进行比对。
技术特征:
1.一种汽车工业焊装夹具精度重复性检测装置,其特征在于:包括底座(1)、激光仪(2)和弹性紧固装置(3),所述底座(1)顶部设置有弹性紧固装置(3),所述弹性紧固装置(3)的顶部一体成型有投影屏(11),所述底座(1)顶部的设置有固定柱(12),所述固定柱(12)的顶部一体成型有万向球(13),所述万向球(13)的外表面活动连接有激光仪(2)。
2.根据权利要求1所述的一种汽车工业焊装夹具精度重复性检测装置,其特征在于:所述弹性紧固装置(3)包括顶部平台(31),所述顶部平台(31)的底部一体成型有第三齿槽(32);所述底座(1)的顶部设置有支撑部(33),所述支撑部(33)的顶部焊接有弹簧(34)的一端,所述弹簧(34)的另一端焊接在顶部平台(31)的底部;所述支撑部(33)的顶部开设有通孔(35),所述第三齿槽(32)滑动设置在通孔(35)内,所述支撑部(33)的侧壁上通过螺栓可旋转的连接有齿轮(36),所述齿轮(36)与第三齿槽(32)相啮合。
3.根据权利要求2所述的一种汽车工业焊装夹具精度重复性检测装置,其特征在于:所述弹性紧固装置(3)还包括第一紧固夹(41)和第二紧固夹(42),所述支撑部(33)的相对两个侧壁上分别侧开设有固定孔(43),所述固定孔(43)内分别设置有第一紧固夹(41)和第二紧固夹(42),所述第一紧固夹(41)和第二紧固夹(42)的一端插接有夹持部(44),所述第一紧固夹(41)和第二紧固夹(42)的另一端一体成型有第一齿槽(45)和第二齿槽(46),所述第一齿槽(45)和第二齿槽(46)滑动连接并分别与齿轮(36)相啮合。
4.根据权利要求3所述的一种汽车工业焊装夹具精度重复性检测装置,其特征在于:所述夹持部(44)可以为工字型夹持部(44)或圆柱形夹持部(44)。
5.根据权利要求4所述的一种汽车工业焊装夹具精度重复性检测装置,其特征在于:所述夹持部(44)的表面设置有防滑垫(15)。
6.根据权利要求1所述的一种汽车工业焊装夹具精度重复性检测装置,其特征在于:所述投影屏(11)上刻制有用于检测焊装夹具精度的精度表(14)。
技术总结
本技术提供一种汽车工业焊装夹具精度重复性检测装置,包括底座、激光仪和弹性紧固装置,所述底座顶部设置有弹性紧固装置,所述弹性紧固装置的顶部一体成型有投影屏,所述底座顶部的设置有固定柱,所述固定柱的顶部一体成型有万向球,所述万向球的外表面活动连接有激光仪;本技术的一种汽车工业焊装夹具精度重复性检测装置,通过激光仪照射焊装夹具,将焊装夹具的角度或形状等投射到投影屏上并与精度表进行比对,同种类的焊装夹具采用同样的放置位置,即可保证重复性检测过程中的精度相同。
技术研发人员:谷佳明,章捡明,彭滔
受保护的技术使用者:麦格纳汽车部件(天津)有限公司
技术研发日:20231030
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!