一种管件内外径检测装置的制作方法
本技术涉及管件内外径检测,具体涉及一种管件内外径检测装置。
背景技术:
1、在管形零件的生产加工中,内径和外径是管型零件是否符合生产要求的重要指标,因此需要利用标准检测件对待测产品进行检测,通过查看待测产品与标准检测件的嵌合程度,以检测生产的产品是否符合标准。
2、现有的管型零件内外径检测装置是通过将标准检测件与待测产品进行配合,利用砝码的重量对标准检测件施加压力,标准检测件和待测产品嵌合,再通过测出嵌合的深度,检测待测产品是否合格,步骤繁琐,效率低,砝码长时间使用发生磨损,导致施加的力不足,精度差,还可能出现计算错误误判的问题。
技术实现思路
1、本实用新型针对现有技术存在之缺失,提供一种管件内外径检测装置,其在基板和传感器安装板之间设置复位弹簧,驱动机构向下抵压使复位弹簧的弹力转化为下压压力,替代传统砝码,保证检测的精准度,解决效率低、精度差的问题。
2、为实现上述目的,本实用新型采用如下之技术方案:
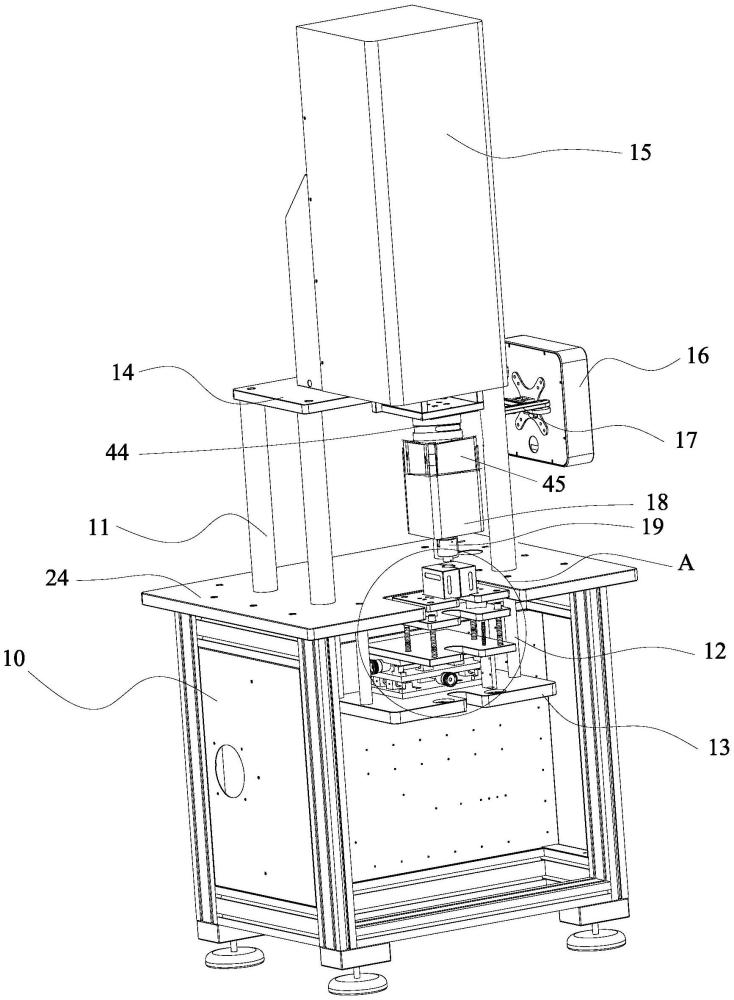
3、一种管件内外径检测装置,包括支架,所述支架设置有工作台,所述工作台下表面设有底板,所述底板上方设有基板,所述基板上方设置有传感器安装板,所述基板与所述传感器安装板之间设有导杆,所述导杆套设有使传感器安装板与基板具有相互远离趋势的复位弹簧,所述基板和所述传感器安装板之间还设置有位移传感器,所述传感器安装板上设置有压力传感器,所述压力传感器上设置有夹具安装板,所述夹具安装板上设有固定夹紧待测产品的夹具,所述夹具上方设置有驱动机构,所述驱动机构包括驱动模组和由驱动模组控制上下活动的标准件安装座,所述标准件安装座下端设置有与夹具正对的标准件;通过在基板和传感器安装板之间设置复位弹簧,驱动机构向下抵压使复位弹簧的弹力转化为下压的压力,再利用压力传感器精准检测所受到的压力,基板和传感器安装板之间还设置有位移传感器,实现自动判断待测产品是否合格,解决效率低、精度差的问题。
4、作为一种优选方案,所述驱动机构还包括有由驱动模组控制上下活动的旋转电机,所述旋转电机通过万向校正头连接所述驱动模组,所述标准件安装座与旋转电机输出端固定连接。
5、作为一种优选方案,所述工作台上表面设置有向上伸出的第一支撑杆,所述第一支撑杆上端固定设置有驱动安装板,所述驱动机构安装再驱动安装板上。
6、作为一种优选方案,所述驱动安装板上设有控制面板,所述控制面板通过连杆安装在驱动安装板上。
7、作为一种优选方案,所述工作台下表面设置有向下伸出的第二支撑杆,所述第二支撑杆下端固定连接所述底板。
8、作为一种优选方案,所述底板和所述基板之间设有调节机构,所述调节机构包括前后调节螺杆、左右调节螺杆、调节底板和活动板,所述活动板安装在调节底板上方,并可由前后调节螺杆控制进行前后移动,所述基板安装在活动板上方,并可由左右调节螺杆控制进行左右移动。
9、作为一种优选方案,所述夹具包括第一夹块和第二夹块,第一夹块和第二夹块之间形成有夹槽。
10、作为一种优选方案,所述第一夹块通过螺栓或螺栓固定连接第二夹块。
11、作为一种优选方案,所述夹具安装板设置有夹具安装槽,所述夹具设置在夹具安装槽内。
12、作为一种优选方案,所述工作台设置有对应夹具安装板的通槽,所述夹具安装板位于所述通槽中。
13、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,通过在基板和传感器安装板之间设置弹簧,驱动机构向下抵压使弹簧的弹力转化为下压的压力,再利用压力传感器精准检测所受到的压力,基板和传感器安装板之间还设置有位移传感器,实现自动判断待测产品是否合格,解决效率低、精度差的问题。
14、为更清楚地阐述本实用新型的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本实用新型作进一步详细说明:
技术特征:
1.一种管件内外径检测装置,其特征在于,包括支架,所述支架设置有工作台,所述工作台下表面设有底板,所述底板上方设有基板,所述基板上方设置有传感器安装板,所述基板与所述传感器安装板之间设有导杆,所述导杆套设有使传感器安装板与基板具有相互远离趋势的复位弹簧,所述基板和所述传感器安装板之间还设置有位移传感器,所述传感器安装板上设置有压力传感器,所述压力传感器上设置有夹具安装板,所述夹具安装板上设有固定夹紧待测产品的夹具,所述夹具上方设置有驱动机构,所述驱动机构包括驱动模组和由驱动模组控制上下活动的标准件安装座,所述标准件安装座下端设置有与夹具正对的标准件。
2.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述驱动机构还包括有由驱动模组控制上下活动的旋转电机,所述旋转电机通过万向校正头连接所述驱动模组,所述标准件安装座与旋转电机输出端固定连接。
3.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述工作台上表面设置有向上伸出的第一支撑杆,所述第一支撑杆上端固定设置有驱动安装板,所述驱动机构安装在驱动安装板上。
4.根据权利要求3所述的一种管件内外径检测装置,其特征在于,所述驱动安装板上设有控制面板,所述控制面板通过连杆安装在驱动安装板上。
5.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述工作台下表面设置有向下伸出的第二支撑杆,所述第二支撑杆下端固定连接所述底板。
6.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述底板和所述基板之间设有调节机构,所述调节机构包括前后调节螺杆、左右调节螺杆、调节底板和活动板,所述活动板安装在调节底板上方,并可由前后调节螺杆控制进行前后移动,所述基板安装在活动板上方,并可由左右调节螺杆控制进行左右移动。
7.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述夹具包括第一夹块和第二夹块,第一夹块和第二夹块之间形成有夹槽。
8.根据权利要求7所述的一种管件内外径检测装置,其特征在于,所述第一夹块通过螺栓或螺栓固定连接第二夹块。
9.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述夹具安装板还设置有夹具安装槽,所述夹具设置在夹具安装槽内。
10.根据权利要求1所述的一种管件内外径检测装置,其特征在于,所述工作台设置有对应夹具安装板的通槽,所述夹具安装板位于所述通槽中。
技术总结
本技术公开一种管件内外径检测装置,包括支架,所述支架设置有工作台,所述工作台下表面设有底板,所述底板上方依次设有基板、传感器安装板、压力传感器、夹具安装板和夹具,所述基板与所述传感器安装板之间设有导杆和位移传感器,所述导杆套设有使传感器安装板与基板具有相互远离趋势的复位弹簧,所述夹具上方设置有驱动机构,所述驱动机构包括驱动模组和由驱动模组控制上下活动的标准件安装座;通过在基板和传感器安装板之间设置复位弹簧,驱动机构向下抵压使弹簧的弹力转化为下压的压力,再利用压力传感器精准检测所受到的压力,基板和传感器安装板之间还设置有位移传感器,实现自动判断待测产品是否合格,解决效率低、精度差的问题。
技术研发人员:郭后祥,陈顺雨,曹绪,孙小丽,李双全,黄玉钊,谈川,罗平
受保护的技术使用者:东莞利泉通电子科技有限公司
技术研发日:20231213
技术公布日:2024/7/18
- 还没有人留言评论。精彩留言会获得点赞!