检测飞机装配夹具中长圆孔中心点位置的转接件及系统的制作方法
本技术属于飞机装配工装检测,尤其涉及一种检测飞机装配夹具中长圆孔中心点位置的转接件及系统。
背景技术:
1、飞机的框、梁等产品零件一般带有两个定位孔(圆孔),由于存在加工误差,在飞机装配夹具中对这些零件进行定位时,如果工装定位器上的定位孔都采用圆孔,可能会出现定位干涉,两个定位销难以同时通过产品及定位器的定位孔。为保证可靠性,飞机装配夹具一般不采用汽车夹具常用的菱形销或进一步减小销径来定位产品,而是采用一个定位器上的定位衬套与产品定位孔径一致,另一个定位器上通常采用长圆套进行定位,长圆套的宽度与产品孔直径尺寸相等,长圆孔的装配方向通常按两定位孔的连线方向,所用定位销与定位孔为间隙很小的间隙配合,这样既保证了定位的准确性,又避免了装配干涉的问题。
2、检测飞机装配夹具中工作孔为圆孔的定位件时,可将激光跟踪仪的适配器直接放在定位件的工作孔内,再将反光镜置于适配器上,通过激光跟踪仪可直接检测出在夹具坐标系下该定位件的工作孔中心的实际坐标及偏差值。如果工作孔为长圆孔的定位件,将激光跟踪仪的适配器直接放在工作孔内时,适配器可沿一个方向滑动,无法保证适配器位于长圆孔中心位置,因而通过激光跟踪仪无法检测出所需要的长圆孔中心的实际坐标及偏差值。
3、因此,需要设计一种能够辅助测量出长圆孔中心实际坐标的转接件,才能测出所需数据,作为判定该零件在夹具中的装配位置是否正确的依据。
技术实现思路
1、为了解决现有技术中采用激光跟踪仪检测带有长圆孔的定位件时难以准确测出长圆孔中心位置的问题,本实用新型提供一种检测飞机装配夹具中长圆孔中心点位置的转接件及系统,通过转接件,能够将长圆孔的检测部位转换到中心轴线上,以便利用激光跟踪仪快速测量长圆孔中心坐标。所述技术方案如下:
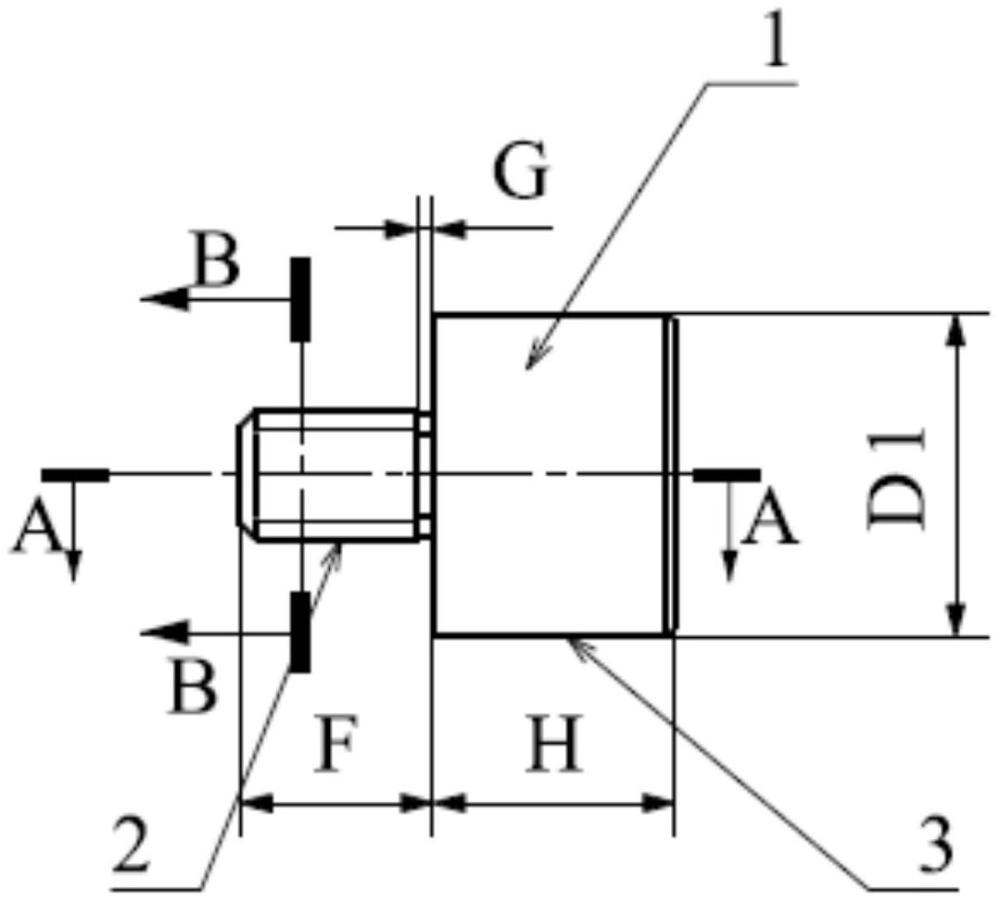
2、第一方面,提供一种检测飞机装配夹具中长圆孔中心点位置的转接件,所述转接件一端为长圆销,长圆销由两个与圆柱体轴线平行且等距的两个平面切割而成,长圆销的外形尺寸与被检测装配夹具定位件中长圆孔的基本尺寸一致;所述转接件另一端为圆柱套,圆柱套的圆孔内径与激光跟踪仪适配器的直径尺寸相同。将本实用新型转接件的长圆销端置于飞机装配夹具定位件的长圆孔中后,再将激光跟踪仪的适配器安装到转接件圆柱套端的孔内,通过激光跟踪仪可测量出定位件长圆孔中心点的坐标,从而可判断该定位件及长圆孔中心的位置是否正确。
3、进一步地,圆柱套靠近长圆销的一侧端面上设有磁铁安装孔,孔内装配有磁铁,磁铁的外露表面低于圆柱套的表面。如果被检测的定位件11材料为钢,转接件1插入长圆孔衬套12里后,通过转接件1里的磁铁4可将转接件1快速吸附在定位件11上,防止因重力作用转接件1脱落的问题。
4、进一步地,长圆销2靠近圆柱套3的位置设有退刀槽,这样,在加工长圆销2根部时无需清根处理,减小了加工难度。
5、进一步地,长圆销的一端设有螺纹孔。当定位件为有色金属时,螺钉14拧入到转接件1的螺纹孔中,转接件1紧贴在定位件11表面,防止转接件1脱落。
6、第二方面,提供一种检测飞机装配夹具中长圆孔中心点位置的系统,包括第一方面任一所述的一种检测飞机装配夹具中长圆孔中心点位置的转接件,激光跟踪仪的适配器15以及反射镜16,
7、转接件1的长圆销2端位于装配夹具10中定位件11里的长圆孔衬套12中,激光跟踪仪的适配器15位于转接件1圆柱套端的圆孔3a内,反射镜16位于适配器15上。
8、进一步地,所述系统还包括垫圈13和螺钉14,
9、垫圈13位于定位件11的反面,螺钉14与转接件1的螺纹孔2a连接。当定位件为有色金属时,还可在定位件11的反面放置一个垫圈13,并将螺钉14拧入到转接件1的螺纹孔2a中,使转接件1紧贴在定位件11表面,防止转接件1脱落。
10、本实用新型的有益效果至少在于:
11、采用本实用新型的转接件进行转接后,通过激光跟踪仪完成定位件长圆孔中心坐标的检测,以便及时发现相关定位件的装配位置是否偏差过大。此外转接件结构中镶嵌的磁铁,能使转接件快速吸附在钢制定位件上,解决了检测时转接件容易脱落的问题;定位件为有色金属时,可通过螺钉与垫片与转接件连接固定,防止脱落。
12、本实用新型能辅助激光跟踪仪设备精确测量长圆孔中心坐标,有助于提高含长圆孔的定位件在飞机装配夹具中装配位置的准确性。
技术特征:
1.一种检测飞机装配夹具中长圆孔中心点位置的转接件,其特征在于,所述转接件一端为长圆销,长圆销由两个与圆柱体轴线平行且等距的两个平面切割而成,长圆销的外形尺寸与被检测装配夹具定位件中长圆孔的基本尺寸一致;所述转接件另一端为圆柱套,圆柱套的圆孔内径与激光跟踪仪适配器的直径尺寸相同。
2.根据权利要求1所述的转接件,其特征在于,
3.根据权利要求1所述的转接件,其特征在于,
4.根据权利要求1所述的转接件,其特征在于,
5.一种检测飞机装配夹具中长圆孔中心点位置的系统,其特征在于,包括权利要求1至4任一所述的一种检测飞机装配夹具中长圆孔中心点位置的转接件,激光跟踪仪的适配器(15)以及反射镜(16),
6.根据权利要求5所述的系统,其特征在于,所述系统还包括垫圈(13)和螺钉(14),
技术总结
本技术提供一种检测飞机装配夹具中长圆孔中心点位置的转接件,属于飞机装配工装检测技术领域,该转接件一端为长圆销,长圆销由两个与圆柱体轴线平行且等距的两个平面切割而成,长圆销的外形尺寸与被检测装配夹具定位件中长圆孔的基本尺寸一致;转接件另一端为圆柱套,圆柱套的圆孔内径与激光跟踪仪适配器的直径尺寸相同。将转接件的长圆销端置于飞机装配夹具定位件的长圆孔中后,再将激光跟踪仪的适配器安装到转接件圆柱套端的孔内,通过激光跟踪仪可测量出定位件长圆孔中心点的坐标,从而可判断该定位件及长圆孔中心的位置是否正确;能将长圆孔的检测部位转换到中心轴线上,以便利用激光跟踪仪快速测量长圆孔中心坐标。
技术研发人员:王兴忠,王爽,于凤潼,马吉川,李海滨
受保护的技术使用者:哈尔滨飞机工业集团有限责任公司
技术研发日:20231215
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!