一种蜗杆齿面粗糙度检验工装的制作方法
本技术主要涉及蜗杆齿面检验,具体涉及一种蜗杆齿面粗糙度检验工装。
背景技术:
1、eps蜗杆,齿面粗糙度对噪音、传动效率的影响非常大,所以怎么去控制蜗杆齿面粗糙度是难题。
2、目前,蜗杆齿面粗糙度的检验,一般采用有经验的师傅采用目测或者手触摸感受,但是目测并不能细化规定,只适用于要求不高的蜗杆齿面精加工;要求比较高eps蜗杆,目前齿面是采用粗糙度测试仪,粗糙度测试仪,对测试平面的弧度与平面度有很高的要求,一般的检验是将蜗杆放在万向台虎钳,手动调整角度。
3、蜗杆空间有两个角度——螺旋角与压力角,空间范围内,手动将两个角度调整至水平,使测量的齿面保证水平,对检验人员的操作技能要求非常高,如果调整不好,造成检验结果的一致性不是很好,难以评判是否合格。
4、需要说明的是,上述内容属于发明人的技术认知范畴,由于本领域的技术内容浩如烟海、过于庞杂,因此本申请的上述内容并不必然构成现有技术。
技术实现思路
1、1.实用新型要解决的技术问题:
2、本实用新型的提供了一种蜗杆齿面粗糙度检验工装,用以解决上述背景技术中存在的技术问题。
3、2.技术方案:
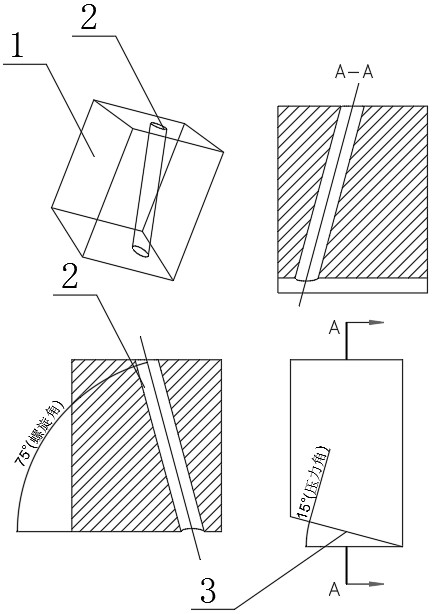
4、为达到上述目的,本实用新型提供的技术方案为:一种蜗杆齿面粗糙度检验工装,包括方形夹持块,所述方形夹持块上开有与产品螺旋角角度相同的放置槽,所述方形夹持块底部切削有与产品压力角角度相同的斜面,工作时将斜面部分直接放置在水平夹具上,在将需要检测的蜗杆放入放置槽内,这样蜗杆的位置就被定位了,此时蜗杆的齿面正好处于水平状态,便于后续的粗糙度检验,整个过程无需人工调整角度,效率高。
5、进一步的,所述方形夹持块设于定位装置上,所述定位装置侧面连接移动气缸,所述定位装置设于工作台上,所述工作台侧面设有粗糙度测试仪。
6、进一步的,所述定位装置包括工形固定块,所述工形固定块顶部一端设有第一定位块,所述工形固定块另一端滑动连接移动定位块,所述移动定位块内侧转动连接移动丝杆,所述移动丝杆匹配连接第二固定块,所述移动丝杆端部连接转动把手。
7、进一步的,所述工形固定块滑动连接限位滑柱,所述限位滑柱侧面设有所述移动气缸。
8、3.有益效果:
9、采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
10、本实用新型设计合理,可以根据不同的蜗杆设计不同螺旋角与压力角的方形夹持块,在需要进行高精度的粗糙度检测时,将方形夹持块放在定位装置上,插入蜗杆即可进行检测,整个装置无需人工进行角度调节,精度高操作便捷。
11、需要说明的是,本实用新型未介绍的结构由于不涉及本实用新型的设计要点及改进方向,均与现有技术相同或者可采用现有技术加以实现在此不做赘述。
技术特征:
1.一种蜗杆齿面粗糙度检验工装,其特征在于:包括方形夹持块(1),所述方形夹持块(1)上开有与产品螺旋角角度相同的放置槽(2),所述方形夹持块(1)底部切削有与产品压力角角度相同的斜面(3);
2.根据权利要求1所述的一种蜗杆齿面粗糙度检验工装,其特征在于:所述定位装置(4)包括工形固定块(41),所述工形固定块(41)顶部一端设有第一定位块(42),所述工形固定块(41)另一端滑动连接移动定位块(43),所述移动定位块(43)内侧转动连接移动丝杆(44),所述移动丝杆(44)匹配连接第二固定块(45),所述移动丝杆(44)端部连接转动把手(46)。
3.根据权利要求2所述的一种蜗杆齿面粗糙度检验工装,其特征在于:所述工形固定块(41)滑动连接限位滑柱(47),所述限位滑柱(47)侧面设有所述移动气缸(5)。
技术总结
本技术提供一种蜗杆齿面粗糙度检验工装,包括方形夹持块,所述方形夹持块上开有与产品螺旋角角度相同的放置槽,所述方形夹持块底部切削有与产品压力角角度相同的斜面,工作时将斜面部分直接放置在水平夹具上,在将需要检测的蜗杆放入放置槽内,这样蜗杆的位置就被定位了,此时蜗杆的齿面正好处于水平状态,便于后续的粗糙度检验,整个过程无需人工调整角度,效率高,用来解决目前测量蜗杆的粗糙度时,手动将两个角度调整至水平,使测量的齿面保证水平,对检验人员的操作技能要求非常高,如果调整不好,造成检验结果的一致性不是很好,难以评判是否合格的技术问题。
技术研发人员:范春望,张强,黄修良
受保护的技术使用者:芜湖意维利科技有限公司
技术研发日:20231219
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!