一种位置度检测机构的制作方法
本技术属于位置度检测,具体涉及一种位置度检测机构。
背景技术:
1、产品孔径比较小而位置度公差值比较大的情况下,按照检测销尺寸计算方法,检测销尺寸=产品孔径-位置度公差,此时检测销尺寸可能过小无法满足强度或者尺寸成负数而无法设计和加工;
2、在产品孔径较小的条件下,如果位置度公差值较大,按照检测销尺寸计算方法,由于检测销尺寸过小,其承受力可能无法满足实际应用场景中的需求,导致强度不足,影响产品的使用寿命和可靠性,计算得到的检测销尺寸可能为负数,这将导致无法按照设计要求进行生产和加工。即使采取一些方法(如增加材料或调整设计)来解决,也可能导致产品性能下降或成本上升,检测销尺寸过小可能会导致装配过程中出现困难,无法顺利地插入产品孔径中。即使勉强装配,也可能影响产品的装配精度和工作性能,:由于位置度公差较大,可能导致产品在实际使用过程中出现精度不足的问题,影响产品的性能和稳定性,由于检测销尺寸问题,可能导致生产过程中出现频繁的停机、调整等现象,从而降低生产效率。
技术实现思路
1、为了弥补现有技术的不足,本实用新型提出一种位置度检测机构。
2、为实现上述目的,本实用新型提供如下技术方案:
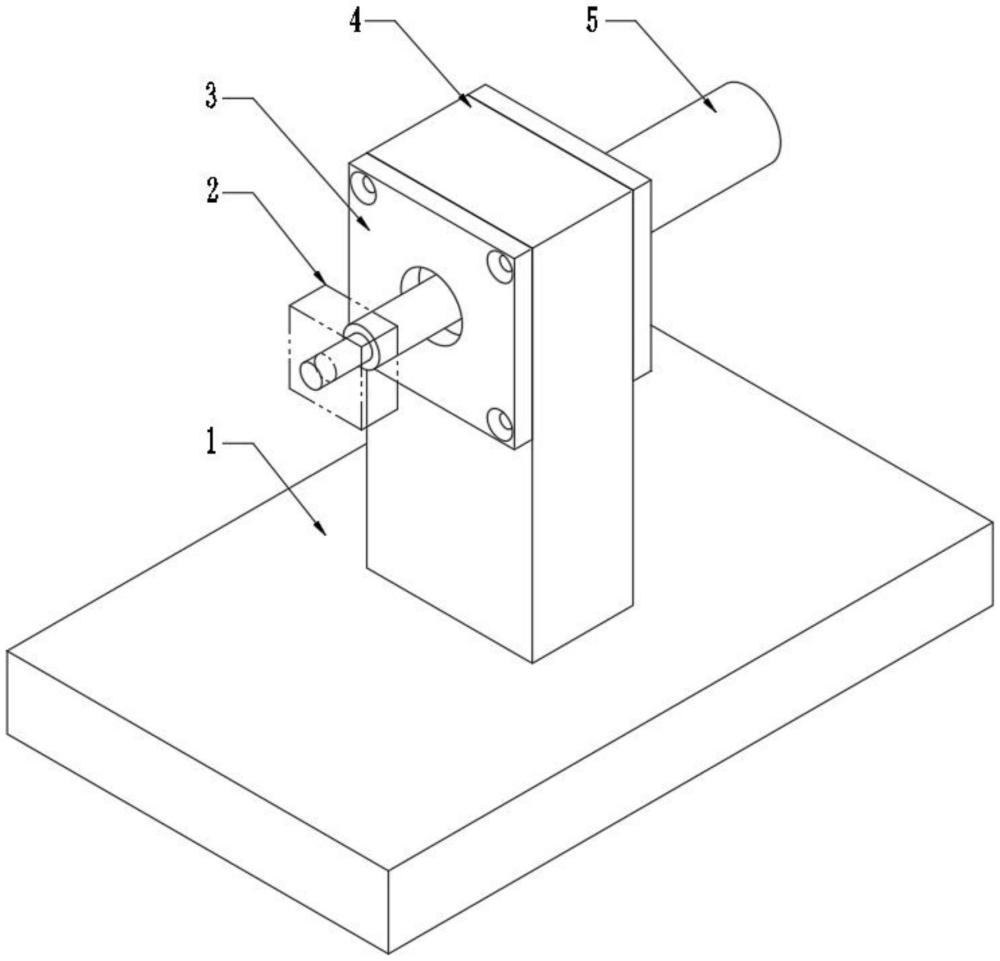
3、一种位置度检测机构,包括底座、检测衬套以及挡块,所述底座的顶部固定设有固定座,所述固定座上开设有圆形通孔;所述检测衬套放置于圆形通孔内,所述检测衬套内轴向滑动有配合产品插入的检测销;所述挡块设有两个且两个挡块分别位于固定座的两侧,所述检测销的两端穿过两个挡块设置,所述检测衬套在两个挡块与固定座围成的腔室内做径向运动;
4、所述产品内径的位置度公差值等于圆形通孔孔径与检测衬套外径的差值。
5、检测销与检测衬套成滑动配合关系,检测销可在衬套内做轴向运动,检测衬套与挡块成滑动配合关系,衬套可在挡块内做径向运动,产品的内孔直径为d1,位置度公差为t,产品直径d1与检测衬套外径d2以及固定座内径d3同轴,位置度公差t=d3-d2,符合上述条件,产品位置度合格的情况下检测销能够插入产品。
6、作为优选,所述产品的内孔中心线与检测衬套中心线以及圆形通孔的中心线处于同一直线上。
7、作为优选,两个所述挡块分别通过螺栓螺接固定在固定座上,便于整个机构的组装。
8、本实用新型的技术效果和优点:
9、该位置度检测机构通过使用检测销的滑动配合关系,可以实现较高的位置度公差检测精度,能够准确判断产品是否符合要求,机构设计简单,使用方便,不需要复杂的设备和技术,可以在生产现场或工作台上进行位置度公差的检测,通过检测销的插入情况,可以实时监测产品的位置度公差,及时发现并排除生产过程中的问题。
10、使用该机构进行位置度公差检测,成本相对较低,操作简单,节省了时间和资源,提高了效率,通过判断检测销是否能顺利插入产品内孔,可以直观地判断产品的位置度公差是否合格,无需进行复杂的测量和计算,该机构适用于不同直径的产品,只需更换相应尺寸的检测衬套,便可以适应不同规格的产品位置度公差检测,通过实际插入情况,可以及时反馈产品位置度公差的情况,帮助改进设计和加工过程,提高产品质量和工艺水平。
技术特征:
1.一种位置度检测机构,其特征在于,包括:
2.根据权利要求1所述的一种位置度检测机构,其特征在于:所述产品(2)的内孔中心线与检测衬套(7)中心线以及圆形通孔(6)的中心线处于同一直线上。
3.根据权利要求1所述的一种位置度检测机构,其特征在于:两个所述挡块(3)分别通过螺栓螺接固定在固定座(4)上。
技术总结
本技术涉及位置度检测技术领域,且公开了一种位置度检测机构,包括底座、检测衬套以及挡块,底座顶部的固定座上开设有圆形通孔;检测衬套放置于圆形通孔内,检测衬套内轴向滑动有配合产品插入的检测销;两个挡块分别位于固定座的两侧,检测销的两端穿过两个挡块设置,检测衬套在两个挡块与固定座围成的腔室内做径向运动;产品内径的位置度公差值等于圆形通孔孔径与检测衬套外径的差值,可直接进行位置度公差的检测,通过检测销的插入情况,可以实时监测产品的位置度公差,及时发现并排除生产过程中的问题,通过判断检测销是否能顺利插入产品内孔,可以直观地判断产品的位置度公差是否合格,无需进行复杂的测量和计算。
技术研发人员:闫富宏,胡振涛,李军
受保护的技术使用者:太仓迪阳汽车装备有限公司
技术研发日:20231219
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!