补挂点系统的制作方法
本技术涉及挂点修补,具体地,涉及一种补挂点系统。
背景技术:
1、自动光学检查为新型测试技术,使用机器视觉做为检测标准技术,利用光学方式取得成品的表面状态,以影像处理来检出异物或图案异常等瑕疵。物料在进行表面加工时,通常会使用挂点,而在后续加工过程中需要对挂点进行修补,在修补挂点时,只需用颜料或色漆涂在挂点处即可。
2、现有公开号为cn217935718u的中国专利申请文献,其公开了一种自动拍照识别并修补挂点的装置其包括:工作台面,其上设置有工件摆放区;挂点修补机构,其包括基座以及机械手,基座设置在工作台面上,机械手可转动地与基座连接并用于修补挂点。
3、现有技术中的挂点修补机构对一个工件上不同面的挂点进行修补时,需要人工将工件重新拿到工作台上,工作效率低,存在待改进之处。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种补挂点系统。
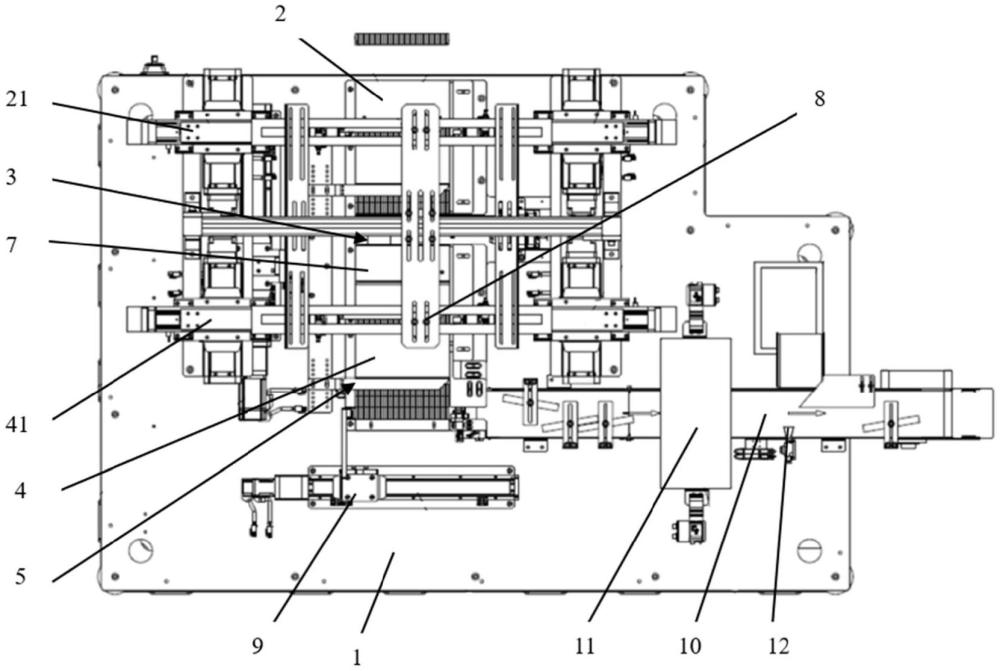
2、根据本实用新型提供的一种补挂点系统,包括工作台,所述工作台上设置有第一产品移动平台、翻转平台、第二产品移动平台以及产品拨动组件;所述第一产品移动平台的侧边设置有第一补挂点组件,所述第一补挂点组件包括第一补挂点针头和带动第一补挂点针头靠近或远离第一产品移动平台的第一驱动组件;所述第二产品移动平台的侧边设置有第二补挂点组件,所述第二补挂点组件包括第二补挂点针头和带动第二补挂点针头靠近或远离第二产品移动平台的第二驱动组件;所述翻转平台转动设置在第一产品移动平台和第二产品移动平台之间;所述产品拨动组件设置在第一产品移动平台、翻转平台以及第二产品移动平台三者的上方,且所述产品拨动组件拨动第一产品移动平台、翻转平台和/或第二产品移动平台上的物料沿指定方向运动。
3、优选地,所述第一驱动组件包括第一直线往复驱动件、第二直线往复驱动件以及第三直线往复驱动件;所述第一直线往复驱动件带动第二直线往复驱动件、第三直线往复驱动件以及第一补挂点针头三者沿第一产品移动平台的长度方向往复运动;所述第二直线往复驱动件带动第三直线往复驱动件和第一补挂点针头二者沿第一产品移动平台的宽度方向往复运动;所述第三直线往复驱动件带动第一补挂点针头沿垂直于第一产品移动平台大面的方向往复运动。
4、优选地,所述翻转平台包括转盘、第一翻转板、第二翻转板以及转动驱动组件,所述第一翻转板和第二翻转板二者均固定连接在转盘上,且所述第一翻转板和第二翻转板之间形成有直角夹角,所述转动驱动组件驱动转盘转动。
5、优选地,所述第一产品移动平台和第二产品移动平台上均设置有止挡板,所述工作台上设置有竖直驱动件;所述竖直驱动件驱动止挡板向上伸入第一产品移动平台和/或第二产品移动平台上方;或,所述竖直驱动件驱动止挡板向下脱出第一产品移动平台和/或第二产品移动平台。
6、优选地,所述第一产品移动平台、翻转平台以及第二产品移动平台三者呈直线排布,所述第二产品移动平台靠近翻转平台的一侧设置有升降平台。
7、优选地,所述产品拨动组件包括位于第一产品移动平台、翻转平台和/或第二产品移动平台上方的拨片,所述产品拨动组件还包括第四直线往复驱动件和第五直线往复驱动件;所述第四直线往复驱动件带动第五直线往复驱动件和拨片二者沿第一产品移动平台的长度方向往复运动;所述第五直线往复驱动件带动拨片沿垂直于第一产品移动平台大面的方向往复运动。
8、优选地,还包括第一ccd检测组件,所述第一ccd检测组件设置在第一产品移动平台和第二产品移动平台的上方。
9、优选地,还包括产品推出组件和产品输送平台,所述产品推出组件设置在第二产品移动平台远离第一产品移动平台一侧,所述产品推出组件沿第二产品移动平台的宽度方向运动将物料自第二产品移动平台推入输送平台。
10、优选地,所述输送平台上设置有第二ccd检测组件和吹除组件,所述第二ccd检测组件设置在吹除组件上游。
11、优选地,进行补挂点的物料包括片状材料,且多个所述片状材料呈长条状。
12、与现有技术相比,本实用新型具有如下的有益效果:
13、1、本实用新型通过翻转平台将第一产品移动平台上经过第一补挂点组件进行补挂点作业后的物料进行翻面,通过产品拨动组件将翻面后的物料移动至第二产品移动平台上,并通过第二补挂点组件对翻转后的物料进行补挂点作业,实现了对物体的多面进行补挂点作业,有助于提高补挂点效率。
14、2、本实用新型通过止挡板和产品拨动组件,当物料运动至止挡板处,物料停止运动,借助止挡板与拨片配合,可以将第一产品移动平台和第二产品移动平台上的物料移动至指定位置,有助于提高补挂点作业的精准度。
15、3、本实用新型通过第二ccd检测组件判断物料是否合格,并通过设置在第二ccd检测组件下游的吹除组件将不合格的产品吹出产品输送平台,有助于提高产品的合格率。
技术特征:
1.一种补挂点系统,其特征在于,包括工作台(1),所述工作台(1)上设置有第一产品移动平台(2)、翻转平台(3)、第二产品移动平台(4)以及产品拨动组件(5);
2.如权利要求1所述的补挂点系统,其特征在于,所述第一驱动组件(212)包括第一直线往复驱动件(2121)、第二直线往复驱动件(2122)以及第三直线往复驱动件(2123);
3.如权利要求1所述的补挂点系统,其特征在于,所述翻转平台(3)包括转盘(31)、第一翻转板(32)、第二翻转板(33)以及转动驱动组件(34),所述第一翻转板(32)和第二翻转板(33)二者均固定连接在转盘(31)上,且所述第一翻转板(32)和第二翻转板(33)之间形成有直角夹角,所述转动驱动组件(34)驱动转盘(31)转动。
4.如权利要求1所述的补挂点系统,其特征在于,所述第一产品移动平台(2)和第二产品移动平台(4)上均设置有止挡板(6),所述工作台(1)上设置有竖直驱动件(61);
5.如权利要求1所述的补挂点系统,其特征在于,所述第一产品移动平台(2)、翻转平台(3)以及第二产品移动平台(4)三者呈直线排布,所述第二产品移动平台(4)靠近翻转平台(3)的一侧设置有升降平台(7)。
6.如权利要求1所述的补挂点系统,其特征在于,所述产品拨动组件(5)包括位于第一产品移动平台(2)、翻转平台(3)和/或第二产品移动平台(4)上方的拨片(51),所述产品拨动组件(5)还包括第四直线往复驱动件(52)和第五直线往复驱动件(53);
7.如权利要求1所述的补挂点系统,其特征在于,还包括第一ccd检测组件(8),所述第一ccd检测组件(8)设置在第一产品移动平台(2)和第二产品移动平台(4)的上方。
8.如权利要求1所述的补挂点系统,其特征在于,还包括产品推出组件(9)和产品输送平台(10),所述产品推出组件(9)设置在第二产品移动平台(4)远离第一产品移动平台(2)一侧,所述产品推出组件(9)沿第二产品移动平台(4)的宽度方向运动将物料自第二产品移动平台(4)推入输送平台。
9.如权利要求8所述的补挂点系统,其特征在于,所述输送平台上设置有第二ccd检测组件(11)和吹除组件(12),所述第二ccd检测组件(11)设置在吹除组件(12)上游。
10.如权利要求1所述的补挂点系统,其特征在于,进行补挂点的物料包括片状材料,且多个所述片状材料呈长条状。
技术总结
本技术提供了一种补挂点系统,包括第一产品移动平台的侧边设置有第一补挂点组件,第一补挂点组件包括第一补挂点针头和带动第一补挂点针头靠近或远离第一产品移动平台的第一驱动组件;第二产品移动平台的侧边设置有第二补挂点组件,第二补挂点组件包括第二补挂点针头和带动第二补挂点针头靠近或远离第二产品移动平台的第二驱动组件;翻转平台转动设置在第一产品移动平台和第二产品移动平台之间;产品拨动组件设置在第一产品移动平台、翻转平台以及第二产品移动平台三者的上方,且产品拨动组件拨动第一产品移动平台、翻转平台和/或第二产品移动平台上的物料沿指定方向运动。实现了对物体的多面进行补挂点作业,有助于提高补挂点效率。
技术研发人员:张权,吕明高
受保护的技术使用者:上海安稷软件科技有限公司
技术研发日:20231225
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!