适用于不同厚度进气格栅快速安装的装置的制作方法
本发明涉及航空发动机试验,具体涉及一种适用于不同厚度进气格栅快速安装的装置。
背景技术:
1、在发动机工作过程中,由于进气道内型面转弯和扩张、激波与附面层干扰、大攻角飞行等原因,进气道出口流场发生畸变,畸变包括气流不均匀、气流分离等。进气道出口气流畸变对燃烧室的性能和工作稳定性有很大影响。燃烧室是发动机的核心部件,燃烧室的性能好坏直接影响发动机的性能高低。因此,如何降低进气道出口稳、动态压力畸变,改善流场品质乃是冲压发动机研制工作中的一个值得注意的问题,气动格栅能有效减小气流的畸变,但由于其堵塞比较大,带来了较大的总压损失,这将对燃烧室的性能产生不利影响,影响气动格栅性能的因素包括文氏管几何参数、文氏管布置方式、气动格栅的安装位置等,为探索不同结构形式的格栅的整流效果以及损失特性,需要设计加工不同厚度的格栅开展试验。
2、实际试验开展过程中,会对不同规格的格栅进行试验,需要对试验件进行多次上下台,而管道采用直连式进行安装,因此留给试验件轴向安装位置的尺寸基本是固定的,为了适应不同厚度的格栅,传统的工作方式是对管道的膨胀节进行调节,试验件上下台时间长,能源消耗大,为减少试验件上下台时间,提升工作效率,减少能源的消耗,现设计加工一种适用于不同厚度格栅快速安装的装置。
技术实现思路
1、有鉴于此,本发明提供一种适用于不同厚度进气格栅快速安装的装置。
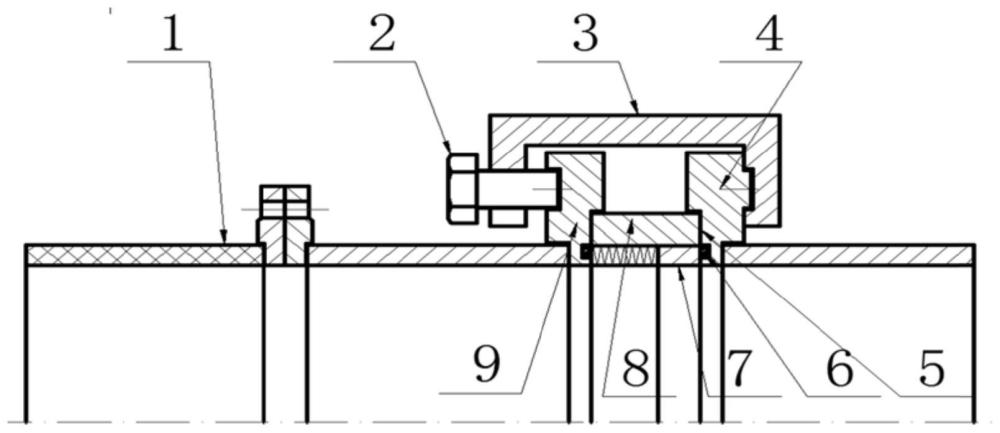
2、本说明书实施例提供以下技术方案:一种适用于不同厚度进气格栅快速安装的装置,包括:前管道法兰和后管道法兰,间隔且固定设置在试验管道上,且前管道法兰和后管道法兰之间形成安装空间;格栅工装,能够被夹紧于安装空间中,格栅工装的内侧设置有安装台阶,安装台阶上固定有弹性组件,格栅试验件设置在格栅工装的内侧,且格栅试验件的一端能够与弹性组件抵接。
3、进一步地,格栅工装上还设置有限位组件,限位组件安装在格栅工装远离弹性组件的一侧端面上,且限位组件能够与格栅试验件的另一端卡接限位。
4、进一步地,限位组件包括限位片和转动轴,转动轴固定在格栅工装的端面上,限位片与转动轴铰接,且限位片包括解锁位置和锁紧位置,在锁紧位置时,限位片格栅试验件的另一端卡接限位,在解锁位置时,限位片与格栅试验件的另一端脱离。
5、进一步地,适用于不同厚度进气格栅快速安装的装置还包括固定块,固定块呈u形结构,且固定块的两平行端的内侧分别与前管道法兰和后管道法兰抵接。
6、进一步地,固定块上设置有紧固螺栓,紧固螺栓能够将固定块与前管道法兰和后管道法兰压紧。
7、进一步地,前管道法兰或后管道法兰上设置有定位凸起,固定块上设置有与定位凸起配合的定位凹槽。
8、进一步地,格栅工装与前管道法兰和后管道法兰的连接处设置有密封组件。
9、与现有技术相比,本说明书实施例采用的上述至少一个技术方案能够达到的有益效果至少包括:通过设计加工固定块组件与带弹性组件的格栅工装,在不对管道膨胀节调整的前提下,实现不同厚度格栅在试验中的快速安装,大幅减少试验件安装与拆卸的工序与时间,缩短试验时间,减少对于能源的消耗。
技术特征:
1.一种适用于不同厚度进气格栅快速安装的装置,其特征在于,包括:
2.根据权利要求1所述的适用于不同厚度进气格栅快速安装的装置,其特征在于,格栅工装(8)上还设置有限位组件(5),限位组件(5)安装在格栅工装(8)远离所述弹性组件的一侧端面上,且限位组件(5)能够与格栅试验件(7)的另一端卡接限位。
3.根据权利要求2所述的适用于不同厚度进气格栅快速安装的装置,其特征在于,限位组件(5)包括限位片和转动轴,所述转动轴固定在格栅工装(8)的端面上,所述限位片与所述转动轴铰接,且所述限位片包括解锁位置和锁紧位置,在所述锁紧位置时,所述限位片格栅试验件(7)的另一端卡接限位,在所述解锁位置时,所述限位片与格栅试验件(7)的另一端脱离。
4.根据权利要求1所述的适用于不同厚度进气格栅快速安装的装置,其特征在于,所述适用于不同厚度进气格栅快速安装的装置还包括固定块(3),固定块(3)呈u形结构,且固定块(3)的两平行端的内侧分别与前管道法兰(9)和后管道法兰(4)抵接。
5.根据权利要求4所述的适用于不同厚度进气格栅快速安装的装置,其特征在于,固定块(3)上设置有紧固螺栓(2),紧固螺栓(2)能够将固定块(3)与前管道法兰(9)和后管道法兰(4)压紧。
6.根据权利要求5所述的适用于不同厚度进气格栅快速安装的装置,其特征在于,前管道法兰(9)或后管道法兰(4)上设置有定位凸起,固定块(3)上设置有与定位凸起配合的定位凹槽。
7.根据权利要求1所述的适用于不同厚度进气格栅快速安装的装置,其特征在于,格栅工装(8)与前管道法兰(9)和后管道法兰(4)的连接处设置有密封组件。
技术总结
本发明提供了一种适用于不同厚度进气格栅快速安装的装置,包括:前管道法兰和后管道法兰,间隔且固定设置在试验管道上,且前管道法兰和后管道法兰之间形成安装空间;格栅工装,能够被夹紧于安装空间中,格栅工装的内侧设置有安装台阶,安装台阶上固定有弹性组件,格栅试验件设置在格栅工装的内侧,且格栅试验件的一端能够与弹性组件抵接。通过设计加工固定块组件与带弹性组件的格栅工装,在不对管道膨胀节调整的前提下,实现不同厚度格栅在试验中的快速安装,大幅减少试验件安装与拆卸的工序与时间,缩短试验时间,减少对于能源的消耗。
技术研发人员:孙海涛,孙瑞礼,黄维娜,肖杰,谷武川,曾帅,李晓明
受保护的技术使用者:中国航发四川燃气涡轮研究院
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!