一种消毒液瓶的气密性检测装置的制作方法
本发明涉及气密性检测装置,特别涉及一种消毒液瓶的气密性检测装置。
背景技术:
1、如图1所示,现有的消毒液瓶的瓶身具有一定的锥度,并且底部装有电解底座,用于喷洒通过电解水技术产生的消毒水(次氯酸钠)。在消毒液瓶的生产过程中需要进行气密性测试,主要测试消毒液瓶与电解底座之间的连接位置是否有泄漏现象,以避免用户使用时,液体从消毒液瓶与电解底座之间渗出。
2、常用的气密性检测装置包括用于放置消毒液瓶的窝座、设置在窝座顶部的压紧组件、以及用于充入压缩气体的充气机构,使用时,操作员将一个消毒液瓶放置在窝座上,压紧组件压向消毒液瓶以锁定位置,充气机构往消毒液瓶充入压缩空气,保压一段时间后,再检测消毒液瓶内的气体压力,进而可检测到是否有泄漏现象;每次只能放入一个消毒液瓶进行检测,费时费力,检测效率不高。
3、可见,现有技术还有待改进和提高。
技术实现思路
1、鉴于上述现有技术的不足之处,本发明的目的在于提供消毒液瓶的气密性检测装置,能够对多个消毒液瓶进行气密性检测以及将不合格品拣出,提高对消毒液瓶的气密性检测的自动化程度,进而提高检测效率。
2、为了达到上述目的,本发明采取了以下技术方案:
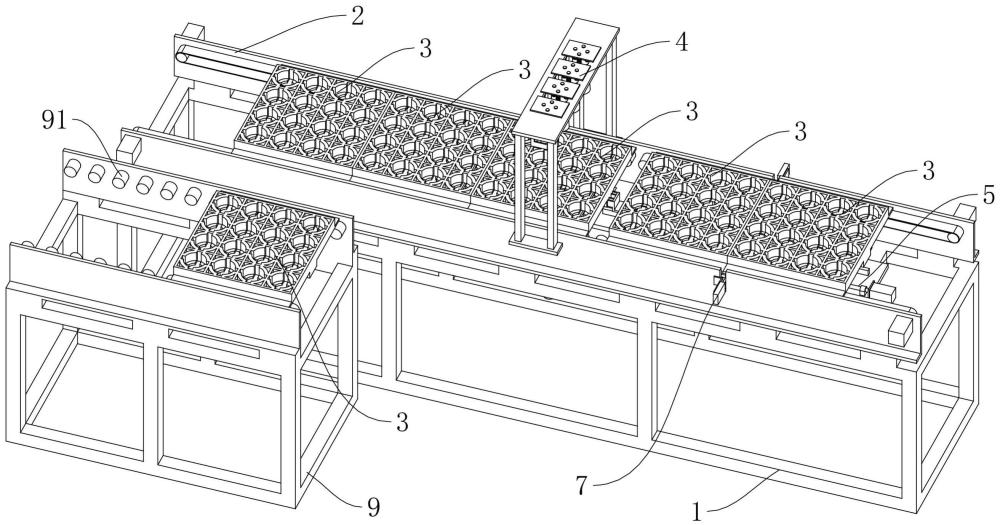
3、一种消毒液瓶的气密性检测装置,包括:第一机架;
4、输送线,设置在第一机架上,用于往前输送料箱,料箱内开有以矩阵方式排列的容纳槽,容纳槽用于承托消毒液瓶,输送线沿料箱的输送方向依次设置第一输送区、滑动区和第二输送区;
5、检测机构,包括设于滑动区上方的充气机构、以及设于滑动区下方的第一抬升机构,第一抬升机构将同一行消毒液瓶抬至充气机构,充气机构往消毒液瓶内充入压缩空气,以检测消毒液瓶的气密性;检测机构与第一输送区之间的间距大于一个料箱的长度;
6、推料机构,设于滑动区下方,用于将位于滑动区上的料箱推送至检测机构;
7、第二抬升机构,设于滑动区的下方,并且靠近第二输送区设置,用于顶起不合格品;第二抬升机构与第二输送区之间的间距大于一个料箱的长度;第二抬升机构和检测机构之间的间距为一个料箱的长度。
8、进一步地,所述输送线包括两个对称设置的侧板,第一输送区包括两个分别设置在两个侧板上的第一带输送组件,滑动区包括若干与侧板转动连接的第一滚轴,第二输送区包括两个分别设置在两个侧板上的第二带输送组件。
9、进一步地,还包括位于第一输送区和滑动区之间的挡料机构,挡料机构包括设于侧板上的挡料气缸、以及设于挡料气缸输出端的挡板;所述料箱底部设有与挡板相对应的第一限位板。
10、进一步地,所述第一抬升机构包括设于输送线上的第一安装板、以及若干设于第一安装板上的第一气缸,每个第一气缸的输出端设有托爪,托爪底部设有与第一安装板滑动连接的导杆,所述容纳槽内开有用于避让托爪的避让位。
11、进一步地,所述托爪为“十”字型机构,托爪的四个边缘位置设有向上延伸的卡块。
12、进一步地,所述充气机构包括设于输送线上的立架、若干设于立架上且可上下移动的压头、以及若干设于立架上的导向套;压头内开有通气孔,通气孔的一端延伸至压头底部,其另一端延伸外接有充气设备。
13、进一步地,所述压头顶部设有第一固定板,第一固定板上设有若干滑柱,全部滑柱滑动连接有第二固定板,第二固定板安装在立架上,每个滑柱上套接有弹簧,弹簧的两端分别与第一固定板和第二固定板抵接。
14、进一步地,还包括设于第一安装板上的第一定位机构;所述料箱底部设有若干第二限位板,相邻两个第二限位板之间的距离为相邻两行容纳槽之间的距离;第一定位机构包括定位气缸和传感器,定位气缸的输出端设有用于与第二限位板抵接的定位板,传感器用于检测该定位板的位置。
15、进一步地,所述推料机构包括设置在第一机架上的平移组件、设置在平移组件输出端的升降组件、以及设置在升降组件输出端的推块,推块往前推送靠近第一输送区的第二限位板。
16、进一步地,所述第二抬升机构包括设于输送线上的第二安装板、以及若干设于第二安装板上的第二气缸,每个第二气缸的输出端设有托板;第二安装板上设有第二定位机构。
17、有益效果:料箱内设置多个容纳槽,以使多个消毒液瓶以矩阵的方式排列摆放,料箱逐一从第一输送区输送至滑动区,以及由推料机构往前推送,使得料箱内的每一行消毒液瓶依次经过检测机构,第一抬升机构和充气机构配合对该行的消毒液瓶进行气密性检测;检测完成后,该料箱则由下一料箱推送至第二抬升机构,第二抬升机构根据检测结果,将不合格品顶出,以便操作员取出不合格品;在该料箱前进的过程中,能够推动前一料箱进入第二输送区,从而完成消毒液瓶的气密性检测工作和不合格的拣出工作,提高对消毒液瓶的气密性检测的自动化程度,进而提高检测效率。
技术特征:
1.一种消毒液瓶的气密性检测装置,其特征在于,包括:第一机架;
2.根据权利要求1所述的消毒液瓶的气密性检测装置,其特征在于,所述输送线包括两个对称设置的侧板,第一输送区包括两个分别设置在两个侧板上的第一带输送组件,滑动区包括若干与侧板转动连接的第一滚轴,第二输送区包括两个分别设置在两个侧板上的第二带输送组件。
3.根据权利要求2所述的消毒液瓶的气密性检测装置,其特征在于,还包括位于第一输送区和滑动区之间的挡料机构,挡料机构包括设于侧板上的挡料气缸、以及设于挡料气缸输出端的挡板;所述料箱底部设有与挡板相对应的第一限位板。
4.根据权利要求1所述的消毒液瓶的气密性检测装置,其特征在于,所述第一抬升机构包括设于输送线上的第一安装板、以及若干设于第一安装板上的第一气缸,每个第一气缸的输出端设有托爪,托爪底部设有与第一安装板滑动连接的导杆,所述容纳槽内开有用于避让托爪的避让位。
5.根据权利要求4所述的消毒液瓶的气密性检测装置,其特征在于,所述托爪为“十”字型机构,托爪的四个边缘位置设有向上延伸的卡块。
6.根据权利要求1所述的消毒液瓶的气密性检测装置,其特征在于,所述充气机构包括设于输送线上的立架、若干设于立架上且可上下移动的压头、以及若干设于立架上的导向套;压头内开有通气孔,通气孔的一端延伸至压头底部,其另一端延伸外接有充气设备。
7.根据权利要求6所述的消毒液瓶的气密性检测装置,其特征在于,所述压头顶部设有第一固定板,第一固定板上设有若干滑柱,全部滑柱滑动连接有第二固定板,第二固定板安装在立架上,每个滑柱上套接有弹簧,弹簧的两端分别与第一固定板和第二固定板抵接。
8.根据权利要求4所述的消毒液瓶的气密性检测装置,其特征在于,还包括设于第一安装板上的第一定位机构;所述料箱底部设有若干第二限位板,相邻两个第二限位板之间的距离为相邻两行容纳槽之间的距离;第一定位机构包括定位气缸和传感器,定位气缸的输出端设有用于与第二限位板抵接的定位板,传感器用于检测该定位板的位置。
9.根据权利要求8所述的消毒液瓶的气密性检测装置,其特征在于,所述推料机构包括设置在第一机架上的平移组件、设置在平移组件输出端的升降组件、以及设置在升降组件输出端的推块,推块往前推送靠近第一输送区的第二限位板。
10.根据权利要求4所述的消毒液瓶的气密性检测装置,其特征在于,所述第二抬升机构包括设于输送线上的第二安装板、以及若干设于第二安装板上的第二气缸,每个第二气缸的输出端设有托板;第二安装板上设有第二定位机构。
技术总结
本发明公开了一种消毒液瓶的气密性检测装置,包括第一机架、输送线、检测机构、推料机构以及第二抬升机构;输送线设置在第一机架上,料箱内开有容纳槽,输送线沿料箱的输送方向依次设置第一输送区、滑动区和第二输送区;检测机构包括充气机构以及第一抬升机构;检测机构与第一输送区之间的间距大于一个料箱的长度;推料机构设于滑动区下方;第二抬升机构设于滑动区的下方;第二抬升机构与第二输送区之间的间距大于一个料箱的长度;第二抬升机构和检测机构之间的间距为一个料箱的长度。本发明提供的消毒液瓶的气密性检测装置,能够对多个消毒液瓶进行气密性检测以及将不合格品拣出,提高对消毒液瓶的气密性检测的自动化程度,进而提高检测效率。
技术研发人员:梁远盛,梁智勇,张扬
受保护的技术使用者:广东艾瑞克林科技有限公司
技术研发日:
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!